

Seamaster PLOPROF 1200M a review.
The strange and beastly Watch

The Omega Ploprof
Design lost to time.
The watch industry is full of watches, many plain designs, derivative designs, designs so good they barely changed since their introduction and the watches that are all slight variations on classics. The Ploprof harkens from a time when technology was limited and when watches were functional tools. To understand the Ploprof (Plongeur Professionnel, the French for professional diver, and abbreviated with the first few letters of each word PLO and PROF), we need to understand its history and the constraints of the time period.
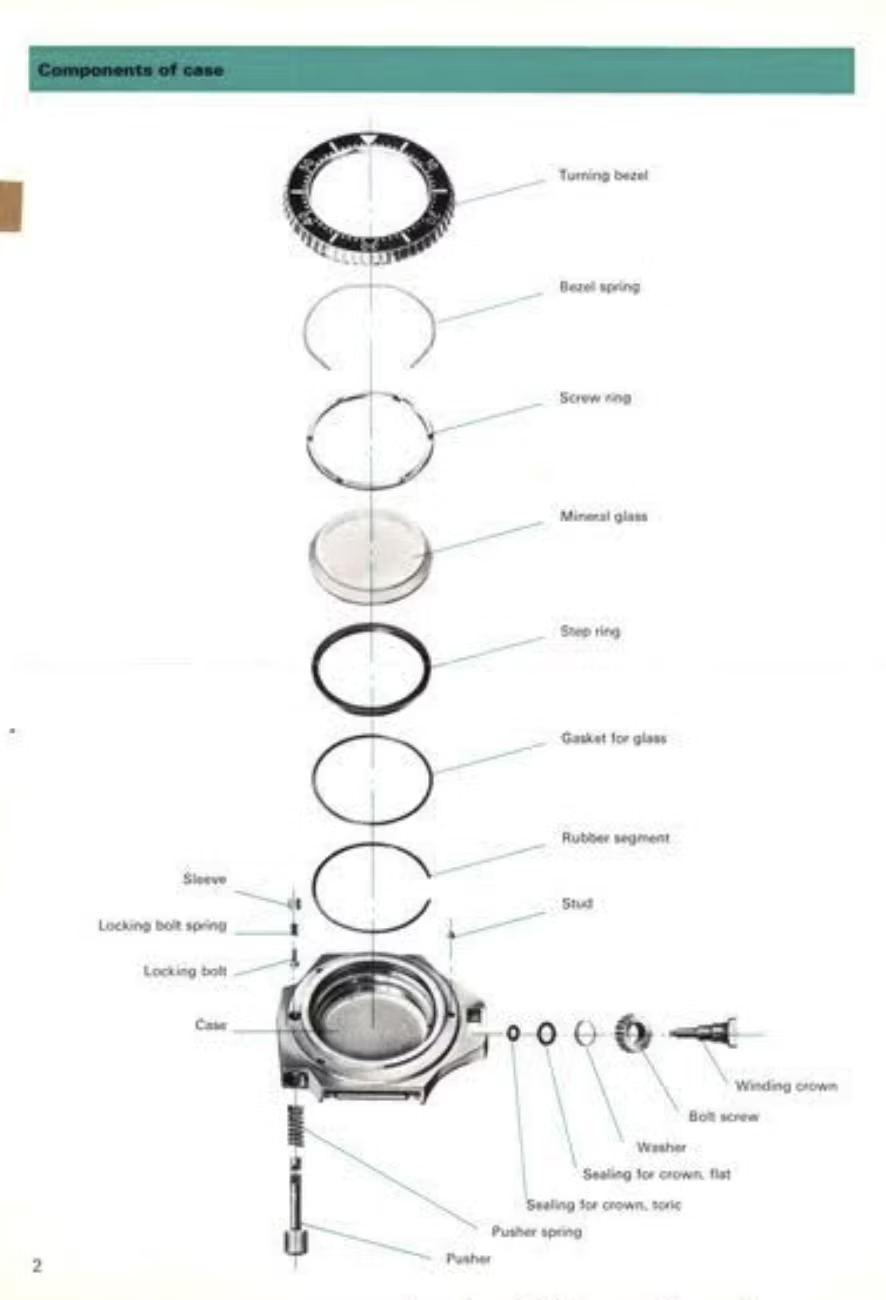
Exploded view of the case components of the original Seamaster ‘Ploprof’
The Ploprof is a dive watch from the time when deep sea environments and saturation diving was an emerging field. The mechanical watch, at this time, was a mission critical tool that divers relied on to visualize their oxygen reserves. In saturation diving, which is a form of diving that is hallmarked by deeper depth, diving bells and underwater environments where divers may live for the duration of their mission, the environment is under so much pressure that the divers need to breathe a mixture of helium and oxygen (heliox). The special gas mixture is because nitrogen, at high pressures, diffuses through your tissue and causes nitrogen narcosis (a condition which is extremely inebriating and causes disorientation and inability to think clearly or at all), which obviously means compressed air which a diver may use at shallow depth is not an option for the highest pressures. Helium does not have this narcotic effect, so it’s mixed with oxygen and pumped into dive bells and dive habitats. Helium, is the second smallest element and our divers of yesteryear are now sharing a space with helium under high pressure. The small atomic size of helium, combined with a high pressure environment meant that it could get between the, normally air-tight, gaskets of early dive watches. This would cause issues, as you could imagine, an example is during decompression the crystal or watch may pop apart since the inside of the watch was pressurized with helium. And thus, an issue presented itself for the watches (an important instrument back then) of saturation diving. They were no longer safe in pressurized environments combined with heliox. Since we are now looking back at history, we know that companies (Rolex and DOXA) developed the helium escape valve, a one way pressure relief valve, to prevent dive watches from popping apart. The HEV made its debut in 1969 (and the Ploprof in 1970) and while DOXA did co-create it, a pushy Rolex ended up with the subsequent patent.
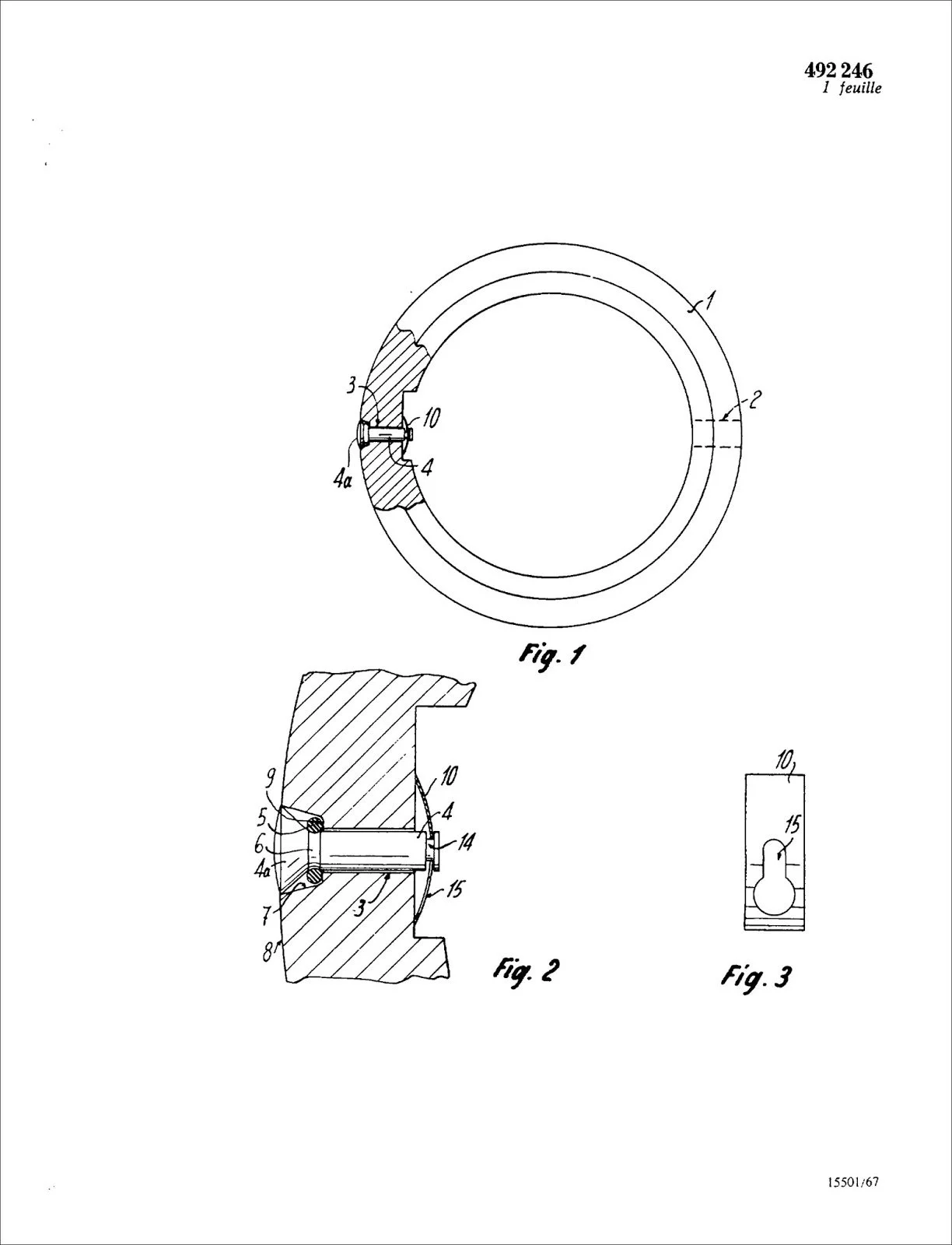
Rolex Helium Escape Valve
A page from the original patent for the HEV. You can see how a spring keeps it closed against the case (10) which gets pushed open when the pressure differential is high enough.
This meant that Omega (who was prototyping this for more than a year) had to yield to Rolex’s patent on the HEV, but the beastly Ploprof didn’t need some fangled pressure relief valve. These watches needed to withstand not only very high atmospheric pressures, but also withstand or resist helium ingress or the pressure differential inside the watch once you decompressed. To combat this the original Ploprof was machined from stainless steel and had a monocoque case construction, this means there was no caseback, the case was a single block of steel and the movement was loaded through the crystal aperture. A technique used to increase the rigidity of the case and reduce the points of ingress and egress for gases and liquids. High pressure causes deflection and flexure of watches, generally in the center, which means things like crystals and casebacks will flare out and the gasket seating will become compromised. Rigidity is important for reducing this. Next the crystal and crown need to be tackled. For the crown, they used a screw down locking mechanism. It’s a bit different from the screw down crowns of today, a nut screws in (or out) the square crown, which locked it into place. There were a series of washers and gaskets which were compressed and created a redundant waterproofing system, which today we see multiple redundancies on advanced crown and tubes. The crystal is more fun. They knew that helium would bypass the gasket no matter what they did, but they also had to make a watch water resistant to great depth. They used a massively thick crystal and a big gasket, then, on top of that, a screw down ring compressed and locked the crystal into place and ensuring engagement with the gasket (as well as driving the rest of the watch components into alignment). This way, in the instance of a case popping pressure incident, the crown is locked and the crystal is locked. The inside of the watch will still remain pressurized, but unscrewing the crown or simply letting it sit would allow it to attenuate, albeit more slowly. And thus, the beastly Ploprof was created. A watch milled from a giant block of steel, with a specialized crown lock and a hefty, stepped crystal with its on steel washer-bolt to keep it locked down. The bezel is thick and easily manipulated through a wet or dry suit, many dive watches featured a unidirectional ratcheting bezel (this way your dive could only be shortened and not accidentally extended) but the Ploprof created a redundant lock for the bezel. It’s bidirectional, but it’s only operational when the large bezel lock button is completely depressed. It’s a 2 hand operation and the chance of some sort of accidental bump that could somehow compress the button and turn the bezel is virtually zero. From necessity rises function and from functionality rises design. The Ploprof is a hulking, Millenium Falcon shaped watch that is meant for great depths, saturation diving, and easy operation with a neoprene coated hand. There is something very cool about the brutal design of it, which, it is certainly polarizing in the sea of watches we’re exposed to today, but that’s because the Ploprof was shaped through a gauntlet of unique demands. So how does the modern one stack up?
Cross section diagrams of the original Ploprof.
I was fortunate enough to snag a display model for 70% off of MSRP. The newer versions were made in steel and titanium, this is the titanium version. Even though my wrists are tiny, as a watch enthusiast and watchmaker interested in the evolution of dive watches, I’d always wanted a Ploprof but kind of resigned to it being out of budget. The MSRP on this one is in the ballpark of $12,000 (upon looking, the remaining inventory is now priced at $13,800), which I personally believe to be a bit too much. Though, perhaps the reasons that make me feel that way wont be as important to you, regardless, this version is now discontinued and has been replaced with one that draws more from the original - with the exception of a strangely awful blue colorway, this would have been a cool watch in the traditional colors. Lets explore what’s working and what isn’t. When I think of a watch, I break it into its respective components, each has value and interplay that contribute to the whole picture and value. Those components are: the case, the dial & hands, the movement, and the bracelet. I consider each on its grade or quality which is derived from how it’s manufactured, as different manufacturing techniques have goals and constraints.
DIAL & HANDS
The dial, hands and bezel are some of my favorite things about this watch. While I’m not entirely sure if this dial is made of ceramic, (Omega did produce many ceramic dials) it matches the luster and tone of the ceramic bezel insert perfectly. This creates a virtually seamless flow from dial to bezel, when the materials are the same, the way they reflect light is very harmonious, this unifies the watch in a more subtle but tasty way. The diamond cut and applied Omega and logo sit glistening atop the already polished dial, capturing photons and your attention. While the logo and Omega text are diamond cut and flat, this creates a uniformly reflective plane that captures light in a distinct way, the indices, unfortunately are not manufactured this way. Each indice, while supporting Omega’s impressive lume, is likely stamped then hand polished as they all have rounded edges. The round edges of the indices reflect light much differently than the flat diamond cut of the logo and reduce the design cohesion through small elements like this. Having flat diamond cut indices may give the watch more “bling” factor, as the rounded profiles soften the reflections, it also feels like a choice that doesn’t have a very good explanation as to why. I would have preferred all the indices to match the logo in the flat diamond cut, just as the ceramic (presumably) dial and bezel insert match, these elements matching would be a very nice touch.

Onto the hands and colors. The hand set is mostly in keeping with the original, though the hour hand is painted and the minute hand is lightly blasted metal which is then ion plated orange. The seconds hand is again painted, with a painted orange tip. Obviously, orange is the accent color here and we see it in the hand set, the dial’s Seamaster text, the orange pip on the bezel insert and finally, the bezel lock button. This is another unfortunate design cohesion miss. In the world of colors, an opaque paint will never match an ion plated metal, just by virtue of how light and pigments work. This means that the minute hand stands out as being a different shade from the painted tip of seconds hand, the bezel pip, and the printed Seamaster text. While the same color code could have been chosen, the result will never be a clean match, even the bezel lock button which is also an ion plated metal appears a slightly darker shade than the hand. While the button and hand are likely the same ion plating color, the flat and reflective nature of how the minute hand was made makes it appear lighter. Next up we have the painted and printed orange elements. For some reason, the Seamaster text on the dial appears darker and slightly more red than the tip of the seconds hand and the bezel pip. I can’t say for sure if it’s actually a different color or an optical illusion elicited by the contrast of the black dial and the slightly different shade of orange from the minute hand, but the result is a mish-mash of oranges tones where the only clear match is between the painted tip of the seconds hand and the center of the bezel insert pip. The theme with the Ploprof seems to be a miss with some of the details that unify a design and make it exceptional, especially at MSRP where you expect these things to be noted. I can understand wanting a raw plated metal look for the minute hand, but one of my pet peeves is slightly mismatched colors or when people use red and orange within the same color theme, it just doesn’t work. If the color matching was better and the indices were the flat diamond cut like the logo, the Ploprof would have a much more fierce and stated design and that’s with only a few very small changes. The lume on the dial, hands, and insert is exceptional and bright, as you would expect from a watch of this caliber; while I’m not a lume fiend I do enjoy the moments when this watch is absolutely glowing.
CASE AND BRACELET
The Ploprof has a reputation for being huge and generally unwearable unless you have Hulk sized arms. While it is certainly a substantial watch, most of its heft comes in at how wide it is (remember it’s asymmetrical with a large crown and guard) and its thickness. The secret in the Ploprof’s wearability is the fact that underneath it’s weapon-esque design, it’s a cushion case. The mounting for the strap is recessed further into the case and the result is a “lug to lug” (it’s lugless but you know what I mean) length that is virtually the same as a Rolex Datejust or the Omega Globemaster, two watches that are synonymous with being very wearable and very much in the middle of the road in terms of dimensions. Speaking of optical illusions, this is probably the greatest optical illusion of the watch, hearing that it has the same lug to lug as a Datejust seems rather inconceivable, until you either put the watches side by side or mount the Ploprof on your wrist. It certainly dominates that space, but not in a way that it’s particularly unwearable. Though, the only long sleeves I’d wear it with are the long sleeves of a wetsuit as its abject thickness will be an absolute impasse for sleeves.

The weight is another point of contention, with the titanium version it certainly becomes manageable - it’s a little shocking as the titanium tricks your expectations upon first holding the watch. The stainless steel version is very much the opposite, it’s a heavy, and noticeably so, watch. Which for a watch that’s already peculiar, polarizing, and fraught with stereotypes/misconceptions, the steel version definitely adds weight into the list of things that would make it “a watch for people with Hulk wrists”. Titanium makes it much more wearable and I do personally enjoy the soft hue of titanium in this execution. Speaking of execution, however, case finishing is another point of oversight. The Ploprof’s case features light circular brushing on the top face of it, with vertical brushing on the flanks. The bevel on the top face is also polished, though not in a particularly impressive manner. Another upsetting point of detail loss is this polished bevel. The crown guard continues the bevel of the case but it appears that during manufacturing their polishing process was to work through the mid-cases as a batch then polish the crown guards as their own batch, then assign a crown guard to a case. Why does this matter? With a design like this, if the bevels of the crown guard and case are not cut at the same time, and with the crown guard mounted to the case, they wont match. The angle, the depth, it’s mismatched and the polished line that circumnavigates the case is abruptly broken when it confronts the crown guard which has a bevel that’s a different angle, depth, and does not match the bevel of the mid case. I’m not sure I’ve seen a single modern Ploprof where the bevels are paired. This is another very disappointing oversight, especially since the finishing isn’t complex or done to some exquisite level. It presents itself as an amateurish oversight which traded a small amount of polishing convenience at the factory for a rather glaring inconsistency. And again, I’ll bring up the new MSRP, which after taxes would be close to $15,000 USD. When you have brands like Grand Seiko making titanium watches sing in ways that were previously thought impossible - and for the most part at half the price, it makes you wonder what exactly Omega is charging for because I’ll tell you that it’s not the case finishing. The crown guard is also another disappointment, it’s paired to the crown and as you unscrew the crown it undocks from the case and presents a surplus of wobbly tolerance which deflates some of the muscles of this big bad watch. The crown guard is perhaps one of the more disappointing components of this watch, the tactility is loose and floppy when unscrewed and the finishing is such a glaring mismatch you have to wonder how it got okayed, but it did. If I were running Omega’s production/manufacturing, I certainly would ensure that things like the inconsistent bevel on the crown guard and the unimpressive tactility of it were rectified for a watch of this presumed caliber. It’s a big over-engineered watch that was designed to brute force the problems of yesteryear, with modern manufacturing materials and techniques, no parts of it should feel floppy and given the modern state of saturation diving this is still a luxury item - which means the finishing should be exceptional.
The case also features a HEV, which is kind of funny given the history of the watch. It also has a display caseback to show off the coaxial movement - and adds additional points of water ingress at the point of the caseback threads and crystal gasket. The thickness of the original design was in part due to a lack of modern materials and techniques, including the HEV, which begs the question - does the Ploprof still need to be so thick? Personally, I think the idea of the Ploprof made into a slimmer watch, while maintaining its aesthetic would be quite tantalizing. Sort of like a Safari modified Porsche. Is there something about its large and bulky disposition that evokes emotion? Absolutely, but we’ve introduced mechanisms where the thickness is no longer a functional aspect as much as it is a design choice.

The bracelet and clasp are surprising on this watch, the clasp is easily one of the best clasps I have ever encountered - and you’ll often find owners praising this clasp. It’s thick, thicker than my Calamity dive watch or even any of my Hellcats, which would make it unsuitable on a thinner watch, but the thick clasp of the Ploprof acts as a counterweight and makes sense. For all the hard angled edges of the watch, the clasp is very smooth. It feels good to touch and operate, the tactility is great and the on-the-fly microadjust works well to cinch the watch onto your wrist and readjust it to a neoprene wetsuit without fuss - more colloquially it’s great for letting your friends try it on, even with disparate wrist sizes. And if a ratcheting OTF adjustment isn’t enough, it also has a dive extension folded up within it. The whole system works flawlessly, but not only does it work flawlessly, it looks good and the tactility of it makes it enjoyable to operate. I suspect the person that designed the clasp, was not the person that designed the watch. The sharkmesh band is polished titanium which gives it good wrist feel. Most sharkmesh, while looking cool, in my experience becomes a hair pulling discomfort. The wide and polished links on this one banish the hair pulling and make it an absolute joy to wear - once you size it. Sizing is unceremonious and permanent. You’ll need to bust out the nippers and cut through the individually polished rows of titanium links until you’ve irreversibly sized it to your wrist. Which is fine, but it does feel wrong lopping off links on something so nice and I am a big fan of making things reversible. The bracelet pairs unceremoniously to the case with a springbar, which just feels a little rudimentary. If I designed, or redesigned this, another change I would maker here would be a machined titanium block or endlink with an integrated pushbutton release that fits seamlessly with the cutouts in the case. It’s an expensive watch without many design choices that screamed “above and beyond” but rather doing the bare minimum or “a little extra”. Machined integrated endlinks with a button release would be a very nice touch on this watch, working with the retro-futuristic aesthetic of space-chic and docking components. It would also be a premium feature on a watch that, to be honest, feels premium but doesn’t have any really stand out features (besides its unmistakable and polarizing design).
MOVEMENT

Omega Caliber 8912
With its supple and large jewels, sunburst côtes de Genève
Inside is the Caliber 8912, one of Omega’s coaxial movements with an independently set hour hand complication. It’s a nice dual barrel movement which in my ownership (of both the Globemaster and Ploprof) have never had any issues with. It looks nice and performs well, I do feel like the independently set hour hand is another kind of weird addition of like, “We have this complication, lets just use this movement as value added!” kind of mentality. It doesn’t make too much sense in the context of the watch, but it’s a nice complication to have which makes setting time slightly easier. My belief is that it’s a holdover from a GMT complication, so it makes changing the time convenient if you travel a lot. The movement is something that I wont comment much on, as Omega can serve you those details. It has good machine finishing, the overall design makes for a good look (I like the large jewels for the barrels), the magnetic resistance and silicon hairsprings make for great updates in everyday use. My only reservations would be with the black plated components and the traveling hour hand as additions that present points of failure. If any of the plated components start to fail or rub with other components, you’ll quickly have a lot of movement contamination necessitating a swift service. The hour hand, I can see the wheel that provides the hour jump failing prematurely if someone uses the complication in an excited or excessive fashion. Personally, I’ve not had such issues and the movements have only ever been reliable and accurate for me.
SUMMARY
The Ploprof is a standout watch and despite its handful of design and manufacturing oversights it achieves something, for better or for worse, that very few watches can achieve. It elicits emotions. Love it or hate it, it’s a watch that begs to be investigated and whether you’re reveling in the bizarre watch or lambasting it, it’s a watch that makes you stop and feel something. Which, to me, this is really the core of what watches are about, enjoying something and feeling some kind of excitement. There is something undeniable about its presence, and that undeniability is worth investigating and learning how to apply to other things.
How does it wear though? I have very small wrists and it’s definitely a big watch, but despite its chonkiness, it wears very well. Since it sits so high off your wrist, it does tend to smash into more walls, knobs and countertops, but my watch seems to not accumulate any meaningful scratches or dings, surprisingly. The left sided crown does reveal that they essentially rotated the movement and flipped a dial around, I find myself rotating the watch 180º to wind and set time since the crown functions are inverted when you operate it on the left, moving it so it’s oriented to the right makes it operable like a normal watch (perhaps another oversight? Should the movement have been redesigned to have an intuitive winding and setting train for LHD?). It’s a watch that certainly announces its presence, to you as you wear it and to others. With Orion, part of the design goal is to make watches that are ergonomic and don’t bother or nag your wrist, the Ploprof is the opposite of this. After a day of wearing it, it certainly lets you know that it’s time to take it off, whereas with an Orion you may forget that you’re wearing it (I do at least). The Seamaster is a strange watch and it certainly has its quirks, which as you know I’d revise, but it’s a watch that’s so unique and weird that is captures some kind of odd lightning in a bottle. I don’t think it makes a compelling argument at MSRP, but pre-owned or significantly discounted it’s easier to forgive some of the aforementioned quirks and oversights. It may be easier to hate than love, but it is a watch that nearly all watch-literati are familiar with and that’s saying something.

Regulating the unregulated
Throughout the microbrand watch space you’ll hear many brands tout that their movements are “regulated”. While this phrase initially strikes confidence that your watch is being adjusted finely and has a closer set of eyes on it, there is much more to this unregulated claim than an un-critical take may lead you to suspect. To break this apart we’re going to need to understand a few things and those things will be, chiefly:
What is regulating a watch?
Why do watches need to be regulated?
What are the industry standards?
Regulating a movement is a “value added” phrase which is challenging for the average watch consumer to verify with the same technical veracity as a watchmaker or technician equipped with proper technique and tools. This is also an unregulated and arbitrary claim, meaning there wont be a legal issue if someone isn’t entirely honest about when and where their movements are regulated or adjusted. The combination of these two things, an unregulated phrase used to imbue value to a product, and a technique that requires specialized tools and some degree of training to interpret the data, means that the average consumer is ill-equipped to challenge the claim a brand will make about the further adjustment of their watch, not only are they ill-equipped to challenge it they are in the dark on how a brand providing additional regulation beyond the factory may in fact, be a hint at subpar quality and cost cutting. Before we get into that, lets understand regulation first.
What is regulation?
Regulating a movement, in its simplest execution means that the timing rate has been adjusted. This, most commonly is done by changing the effective length of the hairspring by moving the regulating arm along the hairspring. On freesprung balances, that is, movements that do not have regulating pins, the moment of inertia for the balance is changed to alter the rate - this is done by moving weighted screws on the edge of the balance in or out. Much like when you spin around in an office chair, if you stick your arms out you will slow your speed, tuck them in and you will spin faster. Freesprung balances and hairsprings are generally reserved for higher end watches, since the claims of regulation are generally a microbrand phenomena we will focus on movements that use regulating pins. The two minute video below succinctly shows you (in an abbreviated manner) how a regulation may be carried out with such a movement.
So in its simplest terms, it is adjusting the regulating pins or timing screws/nuts to alter the rate. Regulating pins alter the effective length of the hairspring - they are two pins that the hairspring goes between, as the balance oscillates it bounces between them. Making it longer will slow the rate, while shorter will increase the rate. In the video or elsewhere you may have heard of “dial down” or “dial up” perhaps “horizontal and vertical positions”. A watch is a mechanical machine, the tiny pinions, pivots and gears are subject to gravity, friction and other forces that affect how the machine keeps time. A horizontal position would be when the dial is facing up, if you rested the watch on its caseback on your table, it would be in the dial up position. Conversely, if you put it dial down, it would be resting on its crystal. These are the horizontal positions. Watches, generally, are regulated in the dial down position and run better in the horizontal positions. There are a few reasons for this, but it mostly has to do with the pivots of the gears are exposed to less friction in these positions. This reduction in friction means higher amplitude and generally better timekeeping. Amplitude, simply, is the degrees of rotation of the balance wheel. This is used as a proxy for the health of a movement as a watch with higher amplitude generally means more energy is moving through the gear train. If the flow of energy through the gear train is homogeneous and uninterrupted, your timekeeping will also be better. So if you’re timing a watch and have erratic amplitude it would be suggestive of a problem. Stable amplitude is a good sign and amplitude is generally very good in your horizontal positions. The vertical positions would be when the watch is in a position that isn’t flat on a table. Imagine a pocket watch in the pocket of your vest or perhaps when you bring your wrist up to your eyes to check the time - these would be vertical positions. It is normal and expected to see a drop in amplitude in vertical positions when compared to horizontal positions, again, there are many influences but the cardinal influence here is that the surface area that the pivots of the watch movement is exposed to increase. This increase in surface contact increases the friction and consumes some of that energy that would be converted into amplitude.

An example of a Rolex balance with timing screws.
Watchmakers are constantly hunting ways to battle the disturbances of isochronism, which is the ability for the oscillator to maintain the same rate regardless of the amplitude. Which if people pay attention to fancy new materials in watch movements - these are generally things that aid in the battle against those disturbances of isochronism. Many finely made and adjusted movements can do very well in the various positions but the reality is that change in amplitude affects the rate. In lower cost or older movements, those changes may be more noticeable. Again, this is something a watchmaker knows and expects. Regulating a watch means anticipating this. Remember amplitude affecting rate as well as horizontal and vertical positions affecting rate and amplitude going forward - this is an important principle.
Why do watches need to be regulated?
Movements require regulation for various reasons. When a watch is first manufactured the balance wheel needs to be trued and poised - microscopic amounts of material may need to be removed to ensure the weight is consistent all around the balance - this will affect its rate. The length of the hairspring needs to be perfect or it will not vibrate at the correct rate. Regulating pins may need to be centered, opened or closed. Stud length may need to be adjusted - the list goes on. Once a movement is made and the watch is assembled all the forces of isochronism need to be accounted for and the tolerances of machining come to light. Watches need regulation to keep time, otherwise they lose all utility as a tool and become a meaningless mechanical bauble. The concept of a watch needing to be regulated after it is manufactured and unadjusted is not a hard one to grasp, it is starting from nothing, after all. After being worn, a watch may require additional regulation. Things like impacts, wear and tear, loss of lubrication and simply existing outside of a vacuum and a theoretically perfect world will cause timing metrics to drift. The amount the regulating arm needs to move to create a significant change in timing is a very small amount - often fractions of a millimeter in distance, it shouldn’t be hard to imagine that a life on the wrist may introduce small shocks (even imperceptible to the wearer) that could slowly bump the regulating or stud arm in either direction, causing a not insignificant change in rate. It’s a mechanical machine, metal wears out, lubricants oxidize or disappear - as this happens metal dust appears in the system or tolerances change further, worsening the timepieces ability to carry out its duty. Sometimes age alone is enough to cause lubricants to wither and wear to set in. It’s normal for watches to need adjustment as they are worn or age.

A ruby bushing. The pivot of the wheel goes inside the ruby bushing. You can see the hole on this one is no longer round and there is a groove cut into one side of the jewel. This happens when wear or mis-adjustment causes the wheel to lean and it no longer rotates concentrically. Cutting into the jewel over time.
Watch movements are regulated at the factory. Movement manufacturers sell their movements in tiers of fineness. Each tier of fineness will be accompanied by things like higher grade finishing and timing. The factory will then define standard operating parameters and tolerances for their movements, they often ensure that their stated numbers for things like rate and power reserve have enough of a buffer built in so that the movements they sell can outperform their stated tolerances on performance metrics. This is important.
What are the industry standards?
For watchmakers and service jobs, the standard for timing and regulating a watch is 5 positions. Dial up, dial down, crown up, crown down, and crown left. The 6th position, crown right, is an awkward position that often has the worst timing metrics and isn’t experienced with reasonable frequency when worn. Some brands include the 6th position. When I timed out and regulated all the SW300s and 2892s for the Calamity, I timed and regulated them to 6 positions. Going back to movement tiers and stated manufacturer tolerances for a moment. Lower grades of movements or large service centers may only time 2 or 3 positions. Since comprehensive timing takes, well, time, a way for them to reduce costs is to reduce the time spent timing and adjusting a movement. If they’re only timing for 3 positions and their tolerances only account for those positions, you’re omitting a large potential data set of rate averages. Still, money is king. As the grade of the movement increases you may see the number of positions timed in, increase to 4 or 5. Additionally, these factories sort their balance wheels. Some balance wheels just keep better time. The best ones will be reserved for chronometer grade or top grade which undergo the most comprehensive timing tests and have the tightest tolerances. That’s why these also cost the most. Though, when you see a brand slyly remark that “their movement is keeping COSC time” it is a nefarious remark designed to exploit ignorance on what timing and regulating is. The COSC chronometer tests are extensive, 5 positions over 15 days at various temperatures and conditions. COSC is also an independent organization, such independence removes a conflict of interest and bias. I also have serious doubt about brands that make dubious claims would take 3 weeks time (of working days) to time their watches and not want something more objective to show for it. There is another timing metric not yet touched on called ‘delta’. The delta is the difference between your fastest and slowest positions. The delta tells a different picture than the average rate. You can imagine it’s possible to average 5 huge numbers to achieve 1 small number, this could be a way of saying “your average rate is good!” when in reality, the rate of any one position could be massively out of tolerance. This is where delta comes in, the average rate is only meaningful if the delta is small. The smaller the delta, the more impressive the timekeeping.
With all this information you may start to see where I’m going. Are brands providing timing sheets? Is this evidence of regulation or simply timing? Was it only 1 position? Perhaps 2 or 3? Again, this omits a significant amount of the data. Full wind & half wind?

A Rolex Timing Sheet
You can see the 5 positions here as well as slots for amplitude and rate at fully wound and at half wind. A comprehensive timing test includes half-wind metrics to ensure isochronism is not sufficiently disturbed when the mainspring is not fully wound. Since at full wind, the mainspring will deliver the highest amplitude and best timing - if a watch is incapable of providing stable timing at half-wind, it would fail this timing test. Additionally, you can see spaces for the rate to be averaged. When a watch completes its timing test, the average rate (of the 5 positions, or 5 positions at full wind and half wind) would be given to the customer as the rate of their watch.
Many people may be familiar with the given tolerances for movements like Seiko’s NHxx family or the Miyota 9000 family. Perhaps even the different grades of entry level ETA and Sellita movements. Now, remember when I said they add a buffer to stated tolerances, especially on lower cost movements? This is where the whole “We regulate our movements!” craze came from. Seiko states the tolerance for most of their NH movements to be -20 to +40 seconds a day. Miyota states -10 to +30. Now, I’ve dealt with hundreds, if not thousands of these movements and they are never this bad as a batch. Sure, every now and then you might get a bad one, but for me, problematic movements, we’re talking outside of 30s/d has been less than 1%. I’ve found that Seiko movements dont have as great rates as the Miyotas but even more specifically, Seiko NH movements have large poise errors and big deltas where the Miyotas do not. Additionally, I’ve found that many of my Miyota movements come to me keeping +5 to +10s/d accuracy. Which is spectacular. I went through, timed them all and discovered the rates were so good that I (within reason) couldn’t improve them. When you adjust the regulating arm on these watches it adjusts the rate of all positions. Omitting positions can be either a factory simply selling a lower tier movement, or a company intentionally hiding a significant percentage of data. If you, for example, only regulate it in dial down it is not hard to get it to 0 s/d. What did that do to the other positions? The horizontal positions usually mirror each other in metrics, so two positions, dial up and dial down, are not sufficient for a representation of the timekeeping of a movement. Going back you may recall when I mentioned the poise of a balance wheel - many of these more affordable movements may regulate a movement around a heavy spot in the balance. This means one position will stick out like a sore thumb, either much faster or slower than the rest of the positions, the opposite position of the poise error will have the inverse reading. For example, a poorly poised balance may show up as a very fast rate in the crown at 6:00 position, with the crown at 12:00, if it is truly a poise error, would read as the slowest position. Now if you’re timing in 3 positions, dial up, dial down and crown left, in this scenario, you’ve very conveniently hidden a poise error that would not only alter your average rate, but give you a massive delta. The only way to correct a poise error is to remove the balance from the watch, identify the heavy spot, and cut away a nearly microscopic amount of metal, reinstall it and re-test it (there are some balances with weights that you can use to adjust poise, but we generally don’t see these in microbrands). Poising a balance is a very delicate operation. Manipulating the escapement of the watch, that is things like the balance, hairspring, pallet fork and escape wheel, require great skill and many, many hours of training. Poising the balances of a Miyota, Seiko or entry level ETAs or Sellitas isn’t a very sustainable practice on a large scale - and I would know, I’ve done it. You can get the Miyotas and ETAs/Sellitas to really sing and have incredible rates if you’re determined, but the truth is, if you’re getting them factory fresh they’re already way better than their tolerances would suggest and barring advanced timing techniques that take considerable skill and time, they really wouldn’t see any, or much, benefit from regulating.

There are multiple ways to check the poise of balances, this is one. On razor polished stainless steel or ruby jaws on a perfectly leveled special vise you rest the balance staff and very gently, with a puff of air or a tickle from a cat whisker you roll the balance. It should stop without rolling to a heavy spot. Check multiple times and locations to see if it rolls towards a heavy spot.
I think that there is some hysteria around seeing the tech sheets from the movement brands then assuming that all their movements are going to come out running -10 to +30, but they don’t and brands know this and it’s really easy to say that you were the one that kindly regulated it. Unless, the movements actually do need regulation, which raises more questions.
In the watch industry, movement purchasing can often represent the bulk of the cost of the watch batch. The factories that produce movements generally want high minimum order quantities before bulk discounts kick in. In many places, watch factories (the ones making cases, bracelets, dials, etc) may have a deal with a movement factory to purchase, say, 10,000 movements which get sold at a very nice discount, they’re able to pass that onto their clientele (with a markup of course) but in the end it still saves a microbrand from spending the thousands extra from an order on the scale of hundreds of units (or less). That is, however, in an ideal and perfectly honest world, which this is not. The reality of movements, especially in demand models or more expensive ones is that refurbished units make their way back into circulation frequently. Unscrupulous or aloof brand owners may find themselves looking for the best possible deal on movements and this is where refurbs come in.
The macro brands make watches in batches of thousands. They often have designs and releases planned years in advance. Sometimes their designs simply suck, perhaps tastes change or there’s a bump in the market. Doesn’t matter. Sometimes the result is watches that are already assembled sit, unsold, for years. Assembly houses and distribution centers all cost something and these big brands often find themselves losing more than the watch may be worth if it’s not selling for whatever reason. To recoup costs, they may find a movement broker, a professional who sells and resells movements to move their idle inventory. These people are happy to sell at low prices and low minimum order quantities. Bear in mind, these are also movements that have been presumably sitting for years and now they’re being quite literally ripped out of watches by a company looking to save as much money as possible to pass onto the next person.

An example of testing a “vertical” position.
As I mentioned earlier, a watch sitting for a long time is enough to, in many cases, warrant regulation if not an outright service. A movement brokers job is to sell movements. Not service them. Not inspect them. Just sell them. This broker is happy to sell to factories and individuals alike - these are both entities interested in saving money. This is how movements that aren’t fresh enter circulation, while some of these movements have been cared for and properly decased and perhaps serviced, just as many, if not more are neglected. The result is many brands, perhaps to their knowledge or not, are now selling used or, if not quite used then old stock, movements as new and these movements will often have abysmal timing and strange defects, this is simply by virtue of rough and hasty handling, aging on a shelf somewhere, an unskilled service or perhaps no service at all.
Then imagine you get your batch of movements and the timing is closer to what that tech sheet from the factory says. You see 30 or 40 seconds a day and it confirms some suspicion or bias that the tolerance sheet was simply accurate and that’s how these movements perform. So you get to work regulating them and you pass that onto your customer, that your movements were loving regulated and brought into much tighter tolerances than when they arrived. Other brands see this and buy a Chinese timegrapher and printer and start printing out timing sheets, or maybe just writing on a card in 3 positions, but their movements are fresh and don’t need to be regulated - not wanting to seem like a slacker, they say they regulate them too, surely a card with timing values is enough to convince someone their movement was regulated. Then you have a runaway issue of brands claiming regulation, with little or dubious evidence and perhaps little to no training and what they’re calling regulation is in fact very far from what a watchmaker would call regulation or a timing test. There’s no way to reasonably poise 500 Miyota or Seiko movements, the time cost would be insane, additionally, this is a skill so few people have, generally left to trained watchmakers. I think we can easily rule out that microbrands, with the odd exception of the occasional experiment or observatory submission, are not dynamically poising their watches en masse. Still, we can also assume that many are not doing full timing tests either, let alone power reserve tests (each Calamity I did was timed in 6 positions and had a 3 day timing/power reserve test). The pricing and the language around it speaks volumes.

Part of a correspondence from an undisclosed movement brand - note that the rates & number of positions are mentioned.
And I’m not saying everyone has to regulate or submit all their watches to a timing test, that’s what the factory should be doing. You should presumably have 1) the movement factory providing its checks then 2) the assembly house or watch factory providing its checks and finally 3) the brands final QC and checks which should include simple timing, which as I hope you can see now, timing a watch is different than regulating it or having a full timing test. If somehow, you, as a brand, are ending up with movements and watches that after multiple presumed steps of QC and adjustment are still failing or performing so poorly you need to intervene, it may be time to start asking about the provenance of your movements. Sometimes its an active cost cutting decision, sometimes someone in the chain tricks you and you have no idea.
Regulating as a marketing phrase and value added proposition in the microbrand space, for me, raises more questions than it answers. I may be a purist but I like when trained and competent people work on my watches and, much like human medicine, we shouldn’t really be intervening needlessly - there should be a sufficiently good reason. I purposely became a certified watchmaker to understand these things at a foundational level, I see many brands that have offsite watchmaker support or no watchmaker support making these claims and I hope that I can arm you, the reader, with some critical knowledge as to what regulation is, why it would be needed, and how to ask appropriate questions that may support the veracity of the claims of a presumed timing test carried out on your watch.
To very finely regulate a watch (i.e. poise, escapement and hairspring adjustment) takes considerable time and skill, to the degree you need sufficient training. To generally regulate a watch takes quite a bit less work, this is where I think most of the claims would fall. So I invite you to inquire on the details of regulation. Why is it necessary? What’s the delta? How many positions? Was power reserve checked? What about timing it at half wind? Even the equipment used can have a bearing on it. Any company that is honestly flaunting regulation as a testament to their skill should be happy to share the information with an honestly engaged and curious customer, while I suspect a less than honest company may provide murky and vague answers. So is that brand regulating your watch? Maybe. And maybe it’s for a good reason and maybe it’s for a bad reason.
In summary and using reductive logic we can imagine a few scenarios:
1) A company buys movements directly from the factory. The factory regulates them, provides timing sheets as proof for each movement which is then verified by the purchasing company upon receipt. Any movement outside agreed upon tolerances is returned and replaced under warranty. The customer buying the movements in this case does not need to regulate them, unless they wanted to save money by buying a lower grade timing spec and spend more time personally adjusting them. At which point proof should be readily deliverable of said adjustments.
2) A brand owner buys movements through their watch factory, who then sources them through a broker or the movement factory. This scenario is like the first one with extra steps. There are 3 parties now, the party selling the movements, the watch factory building and assembling the watch with said movements, and the brand owner who will eventually receive the watches. In this case, party 1 can either be the factory or a broker. In which case, the factory will provide timing sheets as proof of performance to their customer, which is, in this case, the watch factory. The brand owner will not see the timing sheets, but they existed and regulation was performed. Now, the factory has to QC and ensure proper functionality after the watches are assembled and before they are sent to their client, the brand owner. This will include timing tests. At this point, the watches have been regulated at least once and checked at least twice. When the owner receives them, they should perform a final QC which would include assessment of the rate. Now repeat this scenario but instead of the watch factory purchasing from a movement factory, they purchased from a broker. The broker might include timing sheets, but they are not obligated to and many times they will not. Quality and performance may not be guaranteed. In the scenario from the broker, there exists the possibility of the movements being in disrepair, in need of service or regulation. At which point, the watch factory should catch that in their QC and there is still the final QC of the brand owner. As movements stray further from service intervals, it is common for their timing to become less stable. This is a scenario in which a final regulation may be warranted and even beneficial, though, it could end up being a band aid on a larger problem.
3) A company buys directly from a broker. Like scenario 1, a company buys movements directly. Brokers, however, are not obligated to provide the same warranties and tolerance adherence as a factory is. There is a very likely chance these could be old stock or otherwise used or refurbished movements. The owner now has movements that do not carry a guarantee of rate and likely did not come with timing sheets to verify the performance of the movement. This has had virtually 0 eyes on it in regards to regulation or QC at this point and all of that will need to be either carried out by the owner or, the assembly house/watch factory if the purchaser of the movements decides to forward them. In this scenario, you can imagine the necessity for a regulation, let alone a full service is probably necessitated (Sometimes brokers deliver great product! Sometimes they don’t, it’s a gamble and with gambles there are no guarantees). A scenario like this is more likely to see or require additional regulation further downstream in the process.
Then, there are the market pressures, where brands see other brands offering something of perceived value so they want to offer it as well. If, however, whatever they’re offering is not only disprovable but in their interest to make said claim, you can see where you may have an issue of runaway claims. Honesty and deception mixing in a market. If the consumer has no way to readily ask for evidence of said claim, how are they able to discern an honest claim from a deceptive one? The intent of this article is to arm you, the reader, with some knowledge to provoke questions that would reveal an honest claim and a deceptive claim. Since stating things like “we regulate our movements” is a vague term that is unregulated, there is little downside to lie about it if your assertions will never be tested - and the liars extoll an additional cost on those who are honest - those who put in the extra time (and time is money) to either correct issues or demonstrate their competency at regulating a movement now are competing with those who do not expend that additional cost yet make the claim they do. A failure to hold claims accountable, will eventually lead us to a market of wondrous and fabulous statements of regulation and intervention and all sorts of rarified horological adjustments that don’t actually mean anything. Which, is why accountability is important, to ensure that we get what we pay for and to ensure that the words that are being used accurately convey the service and product being provided. There are many ways this claim can go, from honest infusion of competent watchmaking, to a lie simply to keep up with those doing the actual work - there is value in people taking time to create a better product but I know, personally, there are many people who have no issue bending words or finding loopholes to make it sound like they’re doing work they never did.

DESIGNING THE HELLCAT
It has now been a few years since the debut of the Hellcat - with a thousand pieces made it marks a good time to take a look back but also step towards new designs. The Hellcat was released after the Calamity. The Calamity helped me find the niche that I originally wanted with Orion. The first model, the Orion 1, used the Seiko NH35 and as a result, dimensions were constrained (and thick). At that time in the watch industry, there was a Miyota 9 series shortage which drove up the prices, it cost virtually the same as the 2824. When starting Orion, money was a serious constraint. While I love the tankiness of the Orion 1 and the models that shared the case platform, it was ultimately a concession I had to make. The early visions were for slim and small watches, which were missing from the modern day watch catalog which was, at the time, enamored with watches well over 40mm.
The Hellcat exists within the context of the Calamity as the development of the Orion design language. There’s an older blog post on designing the Calamity if you want to understand it more, but it stemmed from a dissatisfaction of the bloated, clunk, and comically large dive watches that dominated the landscape at the time. When it was released it was a bit of a feat as one of the thinnest automatic 200m divers on the market. I wanted the feeling and the essence of the Calamity to be felt with the Hellcat, but I didn’t want it to be a “smooth bezel Calamity”. Besides the passion and intrigue that came with the world of horology, part of what drew me to watch design wasn’t exactly the plethora of watches that I loved and wanted to replicate, which seems to be common for many brands, but rather my dissatisfaction with so many available watches. I see many people take design ideas from watches that they like, and to some degree this is normal, but a lot of what Orion is, is the inverse of what is so common. The dissatisfaction with so many offerings scratches at an itch, and that itch is the drive to uncover what is missing and find out why I dislike so many watches. Once that is discovered the goal is to create a watch that doesn’t seem outlandish and foreign (different for the sake of being different) but rather blends in while feeling new, authentic and novel. I do get ideas from existing watches, though at the same time I try to isolate myself from too much watch media so that I’m not influenced too strongly, perhaps on a subconscious level. Many people like to guess or state where I got perceived design cues from - for the Hellcat, which, to date, nobody has ever accurately guessed the model or even brand. No, it’s not the Railmaster, and if you look critically at each component (case, dial, hands) you will see they are all very different with similarities ending with things like the dial crosshair or the fact that Orion and Omega both start with the letter ‘O’.
Case design is important to me, it is, after all, the way the machine interfaces with your body. This, with many brands, is a source of my dissatisfaction. A combination of being sensitive to the things I wear and having small wrists, many modern watches simply do not feel good. Even if they appear to have modest dimensions, they can just be a jarring interface with your wrist. The Nomos Tangente, a beautiful watch, springs to mind. It’s wonderfully thin but the case and lugs are flat, existing in a single plane, which creates harsh lever like angles once you have it cinched down with a strap. The Tudor Black Bay is another, with a case so slab sided and lugs so pointy it can’t help but be awkwardly top heavy (fortunately Rolex has recognized this and improved it significantly on subsequent models). While there are countless examples, and no doubt case design has improved in the years since the release of the Hellcat, it still bears recounting. Many cases still suffer from neglect, with design focus being solely on the dial and maybe the hands. If a case isn’t awkwardly designed, it’s painfully generic (either lacking in imagination or quite literally a generic catalog case), if it’s neither of those there’s a good chance it’s a confusing amalgam of features that someone did well only to be reconstructed in a way that makes less sense. Now, I’m not hating on all watches, there are many exceptionally designed watches, but the large majority of watches, just aren’t for me.

There should be a flow from the case out through the bracelet that accommodates the wrist and conforms to it, not battle with it.
So how did I integrate this into the Hellcat? Firstly, thinness is important. It stops the watch from being top heavy. A top heavy watch will pull on one side of the wrist, having a tendency to flop or hang out in an awkward spot. Balancing the watch on the wrist helps it to not announce its presence, I enjoy a watch that you forget that you’re wearing. Thin watches also slide under the cuff, an overused saying for sure, but fewer snags on sleeves and things in the world help keep the immersion of the feeling that there’s nothing on the wrist. Thinner and less obtuse cases also help keep the watch safer from impacts. As you recall the example with the Nomos, thinness is not the ultimate factor in comfort and ergonomic design, it’s a small part of a suite of features. Gently curving lugs are another part of that, if they curve too aggressively they’ll exclude larger wrists, if they don’t curve enough it creates that awkward fulcrum with the bracelet or strap and the wrist. Finding the goldilocks of lug downturn is important, unless of course, the goal is to make a specific watch for a specific wrist size. Thinness and a good lug curvature will get you pretty far, next up is case diameter. The Hellcat, like the Calamity, clocks in at 39.5mm. The Calamity has crown guards, a beefier crown, and a bracelet that has larger links and a bit less articulation. While it is slightly bigger, these features all add to perceived size. The mid case on the Calamity, since it accounts for a turning bezel, is thinner and gives it a bit of a race car like feel which pulls the perceived size the other direction, smaller. The Hellcat has done away with the crown guards, implementing a more delicately shaped crown. The bracelet also was newly designed for it - unlike the Orion 1 which had male end links, the Hellcat has female end links. Each link is not only exceptionally thin but short as well. Given that they’re maybe, 75% shorter than the average bracelet link, this increases the points of articulation which translates to matching the curvature of your wrist better than the average bracelet once the bracelet is properly sized. It’s normal for bracelets to flex, keep in mind the wrist is not a perfect cylinder but bracelets are generally constrained by a cylinder like shape. Bracelets with less articulation (think Audemar Piguet Royal Oak) or are more rigid, will flex and eventually bend to conform to your wrist. While it’s totally possible to design a self supporting bracelet without much articulation to be comfortable, there are many bracelets out there that don’t consider this flex or organic shape of the wrist and it creates discomfort. The lack of heft and the veritable articulation of the Hellcat bracelet continue the “doesn’t feel like it’s there” design ethos that is important in the case design. Yes, it may feel a little light and floppy when it’s not on the wrist, but once it’s sized and on your wrist, I promise it’s a different story. There should be a flow from the case out through the bracelet that accommodates the wrist and conforms to it, not battle with it.

The caseback is another key component in how the watch feels on the wrist. The Calamity debuted the curved caseback, which also had a curved sapphire crystal. The Hellcat is all steel. It’s polished not just for aesthetics, but for feel. The polished steel meshes with the wrist in a much more sensational way than brushed or blasted steel may. It’s subtle, but entirely tangible. The Orion constellation emblazoned into the mirror like back is a fun way to help folks brush up on identifying their constellations but also buck some of the more boring trends of caseback branding. The one downside I’ve noticed of this is that it’s susceptible to scratches, especially since many people lay their watch on top of the bracelet. Subsequent casebacks in new models I’ll coat with an anti-scratch PVD coating (like on the anticipated Hellcat 36). The curved caseback is a more organic shape than many of the caseback shapes out there, it matches the shape of the wrist as opposed to digging into it. Combined with the highly articulated bracelet, gentle lug downturn, and thinness of the watch, the result is something that disappears entirely on the wrist. No tugging or pulling, no lugs digging into wrists, no caseback logo stamped into your wrist on a hot day - it’s comfortable, but not in some active way, it’s comfortable in a way where it literally feels like part of your body, it shouldn’t be noticeable. This is why case design is important to me, this is what I felt like was missing in the watch world - options that disappear on your wrist. Too many cloying watches that announce their presence every time you move your hand or arm.
If you look at the technical image at the top of the page, the bottom left view shows a silhouette view. While ergonomics are important, it’s also important to make a watch that looks good - and in my view, that shouldn’t just be from the top down. You should be able to revel in your watch from all angles. Which is another serious point of neglect for many brands. The mid case is made up of parallel sides, they taper inwards, slightly wider at the bottom and thinner at the top where it meets the concave bezel and steps up to the linear dome of the crystal. If you’re not taking an active, mindful account of all of these features it may just appear “natural” or feel “right”. Adding these subtle dimensions and shapes not only makes the case more dynamic and exciting it helps it to feel and look natural on the wrist. The organic world has very little in the way of harsh angles, your body has very few. There should be a mindfulness of the harshness of the angles when creating a watch, adding relief to the angles increases the appeal, the feel, and the comfort. On the other hand, the geological world captures geometric beauty of minerals in an almost mystical way. It’s entirely possible to capture both geometric beauty and introduce the natural flow of the organic world into a watch, and a good watch will do these things. It is, after all, an assortment of metals and minerals designed to rest on your flesh, nature is one of the most powerful designers and we should look to the natural world for help.

Note the sunburst dial radiating out through the dial, onto the bezel flat, then down to the mid case and bracelet
Finishing up the case design, there’s the concave bezel which is a choice that further encourages the dynamic and organic look I was talking about. The Hellcat has few linear and hard surfaces, all with a gentle curve (at least), a linear or flat bezel would be jarringly simplistic, looking out of place and betraying the rest of the case. The bezel has a small flat on top, which on the brushed models has a sunburst brushing pattern which is subtle but it radiates into the brushing of the rest of the case. It’s also an extension of the sunburst pattern on (some of) the dials. In fact, the original models without the sunburst dials were in the blasted cases, which, the tops of the bezels were flat polished. Drastically different feels elicited from simply types of finishing chosen for the same cases. Which gets us to the dial and hands.

When I originally set out to design the Hellcat I had the burgundy dial in mind. The first Sylph had just been a major hit and I thought the Hellcat in burgundy would be, in many ways, its successor. I was a bit surprised when the people who liked the Sylph liked it for more reasons than just the burgundy - not many of the Sylph fans were Hellcat fans. I had created a new watch with an entirely new look and feel, and as a result, a (mostly) entirely new demographic of people would like it. It was, after all, quite different in nearly every way from the Orion 1 case platform and the Sylph dial.
As noted, I wanted this watch to feel like an Orion, in the case that was through using similar lines as the Calamity, similar features, that could easily be called back to Orion design. I also wanted something unique to Orion. Something that would give it undeniable identity. The Orion Classic typeface was designed. An entire alphabet, letters and numbers, created for the Hellcat and subsequent watches and revisions. Crisp serifs, used by the pad printers of the past to increase crispness and the cleanliness of the ink when the pad was lifted from the dial, became a classic “watch” typeface styling. Open numerals, pointed tails, a familiar clarity, and sharp legibility were the driving design forces in the Orion typeface. Unique enough that it should feel novel and refreshing, but again, not so different that it feels outlandish or misplaced. The details of the Hellcat were all intended to be subtle and not overt, a treat for the discerning customer who takes time to notice.
Many of the watches that interested me before starting Orion were vintage watches, largely because they were what met my criteria for wearability and comfort, not to mention the exciting designs. Syringe hands, which are perhaps an evolution of cathedral style hands (which I love), were the choice for the Hellcat. The goal here was to remedy what I felt was the agitation I felt with many (not all) brands execution of syringe hands. Which is that they all felt disproportionate. Other brands often had hands that were seemingly bloated, or perhaps the minute and hour hand were too close in size, or too similar that differentiation of hour and minute at a glance suffered, the list could go on. I wanted the syringe hands to be proportional, but I also wanted to make them easily discernable from each other at a glance - a well designed watch should be highly legible very quickly, a design that forces the wearer to labor over discerning the time is either poorly designed or a concept piece. I wanted to do these things while bringing an elegance to them, soft angles but defined well. The minute hand has an arch in it, which took some work to finally be able to have it a sharp chevron and not muddy looking. The blade of the seconds hand is also much thinner than the industry standard, while some people complain of legibility of the seconds, I do feel it falls in line nicely with the needle section of the hour & minute hands as well as the overall look of the watch.
The dial, even with things like Orion Classic and balanced hands still looked off. Early Hellcat renditions struggled with looking too generic, to combat that a lot of work went into finding the best design for the minute track. Looking back, I recall seeing a good deal of the watch already completed in my mind’s eye but the minute track took many, many iterations to bring the watch together. Below is a gallery of the Hellcat (before it was named the Hellcat) with a basic minute track and some of the crown iterations/studies it went through. It probably had more than a dozen crown versions. Now, you may know why I’m short with people when they ask, “Have you thought of…..” because most likely, I have I thought of it. You can see how with the more Calamity-esque dial that it wasn’t quite as lively or “right” feeling as the Hellcat we eventually landed on.







An early Hellcat with a more plain railroad style minute track and a red colored minute hand chevron.
Above are just a few of the numerous iterations we went through. In ways, designing a watch can be like pouring water down a mountainside and watching the various paths the water takes to go down, then following the best ones - but it requires careful observation of many of the tributaries to find the right ones. Kyle and I spent a considerable amount of time working on the Hellcat and we’re both very proud of the watch. It shines with its comfort and ergonomics, its size and proportions, and just being loaded with details that take a some quiet observation to truly appreciate. Of course, it’s not perfect, but perfection is the end of pursuit. I am excited to produce the Hellcat 36, the even smaller successor to the Hellcat which will take some features and evolve on them, like adding applied indices to the dial, but also finding new ways to express the Orion design language. If you haven’t taken some time to really look at the Hellcat, I invite you to.

The upcoming Hellcat 36 in black mother of pearl

Omega Globemaster VS. Rolex OP36 116000
OMEGA GLOBEMASTER VS. ROLEX OYSTER PERPETUAL 116000
Before Orion and back when watches was just a hobby for me, I enjoyed a small personal collection combined with discovering new watches or maybe trading and flipping to see what may live permanently in my collection, you know, normal watch enthusiast stuff. Something changed once Orion was created, I felt huge guilt wearing any watch that wasn’t my own, this guilt was further expanded when I was setting up my own shop - money for things like vacations and personal pleasures, like my own watch collecting, seemed unimportant when juxtaposed with acquisition of tools and expansion of shop capabilities.
There is a necessity in having an operational shop, especially when it’s directly linked to your income, but on the psychology side of things, that narrative, “all money should go towards the shop/brand!” can quickly shift the healthy balance of work/leisure to nothing but work - especially if watches are both of those things. So, in an attempt to resolve some guilt that may be preventing me from enjoying a large component of what watches & horology has to offer, I’ll be writing this review comparing a new-to-me Omega Globemaster with my Rolex Oyster Perpetual 116000.
The first watch I got and the watch that sent me on this path of horological madness was my great grandfather’s 1955 Omega Constellation. A family heirloom that made its way to me, through good fortune as the other Omegas my great grandfather brought back from Germany over half a century ago were lost in a house fire. I was charged with the Constellation’s care and repair as it needed some love by the time I got it.
Watches are an excellent vessel to store memories and sentiment, the family Constellation is full of that - given its history I have some trepidation in regards to wearing it frequently, its legacy began long before I was alive and although I am continuing the legacy of that watch it doesn’t seem appropriate as a watch to wear frequently. When the Globemaster was announced a few years back I fell in love. With the pie pan dial, star applique, and constellation caseback, it was a clear successor to the Constellation I had inherited. But financially it wasn’t an option for me, I watched the second hand market for years and as my own career stabilized a used one was eventually in the picture. An excellent deal on the two tone Sedna gold model appeared, I had to take it. A continuation of the Constellation from my family but with a history that would be unique to me - so I could wear it without fear of risking family heritage.
At any rate, on to the review. As a watchmaker I view watches as a few discrete components. There are:
Case components, these would be the case, bracelet & crystal.
Dial & hands
Movement
A cohesive watch is mindful of how these are unique and individually designed components but also considers how they come together. You can sometimes see how certain designs favor a watch in a 2D way, which would be thinking of the design as if you were looking down directly at the dial. 2D designed watches generally prioritize the hands & dial while neglecting the case. The original Tudor Black Bay strikes me as one such watch - absolutely gorgeous from the top down, but the case is a slab sided monster and ends up being unbalanced (you see case proportions corrected in the BB58 line). So for this review, I’ll be breaking these two watches into those 3 components and doing a bit of a comparison. As a watchmaker, I suspect some of the criteria that are important to me may be a little different than the average non-watchmaker reviewer. I hope I can offer some insights that allow you to consider and appreciate watches in a different light.
MOVEMENT
At the heart of each watch is its movement, every movement has pros and cons as well as different criteria we can consider. Some of those things are: level of finishing, serviceability, isochronism. Finishing is generally done by machine until you get to independent watchmaking where finishing and certain cuts may be done by hand. Serviceability is important because like all machines, watches need regular maintenance; large brands seek to redirect all servicing back to them so we see more proprietary parts/designs, parts and tool access may be restricted or limited - these things all factor into how much a watch will cost to service and how many people have the proper tools and training to do it. Isochronism is the ability for a movement to keep time and how impervious it is to external forces that would affect timekeeping.
ROLEX 3130

Rolex 3130 courtesy of Rolex.
The 116000 is driven by the Rolex 3130, which is the time only version of the 3135. The main changes being the obvious lack of a date complication and a single jump in the set lever jumper for winding and time setting. Rolex is often scrutinized for its sluggish evolution of its watch designs (wow, they put a jubilee bracelet on a GMT) and while it’s true that they aren’t particularly adventurous when it comes to deviating from their staples, what they have done is developed and designed their movements with the watchmaker in mind. This is a brilliant move by Rolex as it allows them to streamline their service centers and repairs become efficient and quick. Rolex does also unfortunately restrict parts and tool access, though with access to tools, parts and Rolex training these movements become very straightforward to service. A watchmaker joke is that, “In order to assemble a Rolex you just have to put the parts in a bag and shake.” Now, without access to any of the things I mentioned before, it’s likely an independent watchmaker could service it, but there is a good chance some corners would be cut or something could be done improperly. Servicing a Rolex isn’t as ubiquitous as something as a 2824, they aren’t that much more challenging, the things that drive up the cost of a Rolex service are in fact, an individuals access to those things I mentioned earlier - and of course, a more expensive movement is going to be more expensive to service. There are lots of people who can service Rolex, their network of ADs and shops with parts accounts (ORJs and NRJs) are plentiful, there are many independents more than capable as well. This is a watch that, as a watchmaker, I could service completely on my own, though for the average person, it’s important that whoever services your Rolex is familiar and competent with them. Serviceability is good, although restricted, the movement was designed with serviceability in mind. Rolex service starts at $750 with a refinishing and some movement components included - though at the end of the day you’d be lucky getting out for under $1,000. Another tidbit is the screws on Rolex are terrible, chemically hardened and prone to breakage during service. The hardness of chemically hardened screws is not consistent throughout, the outer ‘shell’ is hard and if that becomes compromised the screw will snap. I’m guessing someone did a cost benefit analysis and decided cheaper screws that they could replace with reckless abandon were a better choice than higher quality/more durable ones. Feels weird though when an ETA movement has tougher screws than a Rolex.
The level of finishing on Rolex is good, but not exceptional. The perlage is mediocre with individual pearls(?) being variable in depth and quality but the sunburst grain is crisp and flat - though not a particularly flashy finishing technique. In fact, with the advent of the 3200 series movements, they’ve done away entirely with the perlage, favoring different graining techniques. The 3235 is certainly less flashy, the brushing techniques allow crisp bridges and components - though removal of perlage seems indication enough that perhaps Rolex felt it also wasn’t entirely convincing. There are also a few polished components; the bevels on the bridges, screw heads, and the big rotor axle. The finishing still necessitates some careful handling during a service - and that’s often a barometer of a watchmaker’s skill, if the finishing is marked or marred after a service. Though without a display caseback you don’t really have much of an option when it comes to appreciating the finishing - I believe, however, once price starts getting high enough you should expect higher levels of finishing regardless of if you can see the component or not.
In regards to isochronism the 3130 is pretty good. Rolex generally has shorter pivots on their watches, this mean tighter tolerances and endshakes (endshake is the amount of ‘play’ in the pivots between jewels), a freesprung hairspring (this means timekeeping is more consistent regardless of amplitude), and a laser poised balance with timing screws (timing screws, although more time consuming to adjust, allow for fine regulation). It’s COSC certified, so it has been verified in multiple positions (when people talk about positions, horizontal is flat and the pivots rest on their tips/pinion faces which evenly distributes forces - vertical positions means the pivots are on their sides and weight is distributed unevenly. For these reasons, timekeeping is generally better in horizontal positions) and at different temperatures. Since Rolex has short pivots, the variation between horizontal and vertical positions is low which increases timekeeping stability. The combination of a freesprung hairspring and short pivots gives this watch the ability to be an incredibly accurate and more importantly stable timekeeper. The Parachrom hairspring offers good properties and is an improvement over Elinvar hairsprings, it touts paramagnetic properties - though I’m not sure if it’s completely impervious to magnetic fields. It’s not as good as silicon and regardless of if the hairspring is extremely resistant to magnetism, other components like steel pinions, the escape wheel, and pallet fork are all susceptible to magnetism and often overlooked when talking on the subject - I have another blog post on magnetism if you’re curious. Overall, the 3130 is a stable and accurate timekeeper with great resistance to isochronism - even in the absence of silicon. I’m not an accuracy for my personal watches, but if you’re after something capable of keeping under 5s/d with excellent positional stability the new Rolex movements are very capable.
In summary, the 3130 is an accurate and stable timekeeper with good serviceability (with some limitation). The finishing is adequate though nothing exceptional - perhaps average or below average when compared to other movements around this price point.
OMEGA 8900

Omega 8900 courtesy of Omega
This movement is a beast. For better and worse, the Omega 8900 Coaxial represents an achievement in watchmaking technology. While the unveiling of coaxial movements was a little rocky, at the point of the 8900 the issues are worked out. The result is a dual barreled monster with exceptional finishing, a silicon escapement (the balance and hairspring are silicon, while the roller table, coaxial wheel, and escape wheel are a gold flashed, amagnetic high nickel content allow) and super stable timekeeping. The somewhat unique framework of the movement and the new escapement design means service for a coaxial is going to be more restricted than that of the 3130 - your best bet in this case is probably going back to Omega as independent watchmakers familiar with coaxial will also be fewer in number than those familiar with the 3130. Personally, I probably wouldn’t service this one myself, at least not without some specific guidance from one of my buddies from Omega - even then, probably not. According to their website service starts at $550 or $650 if your watch has a precious metal case/crown (the crown gets replaced). Which, considering the higher grade of finishing, novelty and additional parts is a bit more reasonable than the starting price of a Rolex service - even a master at the 8900 would still take longer to service than a master at the 3130. Part of this is the streamlined design of Rolex movements for service, but the other component is that the 8900 is more complicated and has a higher level of finishing - both factors which necessitate more time for a proper service - more time = more cost. Omega also offers replacement of certain components and refinishing in their price, while the movement may be more exclusive than the Rolex and harder to find and independent you like who could do it, they don’t totally clobber you on the service cost, while the Omega price differences reflect what I’m assuming a mandatory crown swap - Rolex doesn’t have the crown price included and they swap those if the threads/gaskets are worn.
In regards to isochronism the Omega 8900 touts the METAS chronometer certification which is additional testing on their movements after they pass COSC certification. Now, I have a bit of an issue with in-house certifications as the entire point of COSC is to be an unbiased third party. Having an in-house certification disregards a large chunk of unbiased scientific rigor, and regardless of if they’re honest or not about it, you should acknowledge that rolling your eyes at an in-house certification is an entirely appropriate reaction. Kind of like Patek bragging about giving their watches the Patek Philippe Seal, “We’ve declared this watch is exceptional so it has achieved the Patek Philippe Quality Seal! Just like all of our watches!”. In the case of Patek it sounds more like a way to talk about their watches passing their own QC, the Genève Seal and COSC cert would be the independent certifications here - but Patek says their own seal is in excess to both of those. And it very may well be, but you’re leaving an entirely biased entity to pat themselves on their back - METAS is kinda like that except they let you look at the results of your watch specifically, which is a cool offering. The magnetic resistance of these new Omega movements is seriously impressive and as far as technical improvements go, magnetic resistance in this day and age is probably the application of material science to mechanical watches. The Omega wins hands down in regards to magnetic resistance. The hairspring is also freesprung on the Omega, though not an overcoil - but in this case, since it’s silicon, none of that matters. The balance wheel also has timing screws - at the end of the day these watches will time out very closely and have very similar variation between position. These movements are both great timekeepers which are close to the limits of what may be achievable for mechanical watches. Considering the finishing, power reserve, magnetic resistance and overall quality of the movements - the Omega 8900 is technically superior

The finishing of the 8900 is wonderful, crisp sunburst aligned Genève stripes contrasted with black PVD coated screws, barrels, & balance wheel. Red inked text tells you the serial, caliber, BARRELS 1 & 2 WOW, while providing some more contrast - then the large barrel rubies set it off, like two wonderful cherries on top of an ice cream sundae. It’s a nice presentation, though the PVD coated components are definitely a kind of stylistic choice that if I were designing this, I may forego for something else a little more traditionally beautiful. It’s not only technically superior to the finishing of the 3130, it’s also a more cohesive and appealing look - there was a lot of intent that went into making this look nice while the Rolex appears more of an acceptable sequel to previous iterations of movements. A response to seeing them would be “Oh that’s nice.” for the 3130 and “That’s nice!” for the 8900. Considering the display caseback, I’m glad Omega took the time to complete the whole picture.
Movement Grading:
SERVICEABILITY - Rolex: B Omega: C
FINISHING - Rolex: C+ Omega: A
ISOCHRONISM - Rolex: A- Omega: A
Overall: If I gave each of these a numerical equivalent then averaged, the 3130 would have an 85 (B) and the Omega would have an 89 (B+). Both exceptional timekeepers, the 8900 has superior finishing, materials and in general, superior running specs - the downside is that servicing will be more challenging if you don’t want to go to Omega.
DIAL & HANDS
The hands and dial, where the information of the watch is conveyed. Both of these watches have gold hands and indices as well as sunburst blue dials - they are both quite different - lets jump in.
GLOBEMASTER


The Globemaster’s jewel feature may be its dial; a wonderful pie pan with Sedna gold applied indices, logo & name, and finally that awesome little star. Its minute track is uncluttered with single minute indications which close in on a tastefully stepped date aperture. Sedna gold (or Everrose if you want the Rolex flavor) is a take on your more commonly known rose gold but engineered (generally with more copper) to be less susceptible to color change from oxidation. The chief complaint with rose gold is that as it ages, the oxidation turns it yellow making it look more like yellow gold. Some folks like to roll their eyes at brand specific gold blends, but it actually has an engineered purpose - to keep your rose gold looking rose. The yellow gold Globemaster is probably the least appealing to me, the yellow harsh and starkly contrasting, sticking out more than blending in. I was originally set on a steel Globey (a fluted bezel made out of tungsten? How cool! Can smash windows with that!) but since I found this Sedna gold two tone model for less than most steel ones go, I was more than happy to indulge myself. The rose er I mean Sedna gold is luscious and rich, the reddish depth of it providing a gentle but generous contrast to the brushed steel and blue dial. The diamond cut indices accentuate the angles and depth of the pie pan dial while letting the printed components settle to the background. The hands are mountain cut (faceted) and unobtrusive, the contrast between the dial allowing them to float visibly. While the hands have the crispness of diamond cut hands, they’re also a little soft on the edges, the seconds hand hub also continues the faceted cut into the ‘boss’ (which is the post that gets mounted to the movement). The result is the center of the seconds hand looks like a little umbrella. The soft edges of the hour and minute belie the crispness of the dial and seconds hand kind of cheapens the look - these are still nice hands and I’m not making criticisms for the sake of a review, but these are things that I notice just as a watch nerd. In comparison, the Oyster Perpetual has, again, simple hands that are made of white gold (Rolex uses white gold for their white colored hands/indices for that sexy luster) but are crisp and sharp. The seconds hand on the Rolex has a tasteful flat and beveled hub with the tail and length of the hand appearing as a rod (pictured above). This looks really nice and is a more refined look than a faceted, diamond cut arrow (Omega). The Globemaster uses blue (presumably BGW9) lume, which is adequately strong given the small area it covers.

I wonder if the star mold used on the Globemaster is the same one Zenith uses……
It’s a very neat and tidy dial & hand combo with enough exciting features to present itself uniquely and with lots of detail but not in a way that’s overbearing or busy. People often use words like ‘clean’ or ‘simple’ which, in my mind, are vague explanations to convey a feeling of minimalism or lack of business. It is indeed a ‘clean’ dial, in the sense that it isn’t busy - but if we take time to consider each design choice we can see how all the dial space is mindfully allocated. Incorporating many different designs and features in a presentation that appears to be ‘clean’ or ‘simple’ is, in my opinion, a hallmark of good design. Given the pie-pan shape, dial printing & text, star, applied logo & name, there are a plethora of designs here that are drawn together in a way that isn’t overbearing or too ostentatious. The hands and dial are lovely to gaze at and as an evolution of the older Constellations, it’s honest and reminiscent.
OYSTER PERPETUAL
The 116000 is sometimes referred to as the ‘Blue Explorer’ as it dons the signature 369 dial (albeit with the coronet at 12 as opposed to the triangle on the Explorer) and stick hands vs. the Benz hands. And for these reasons I actually like it a lot more. Now I know I’ll go against the grain when I say the Explorer isn’t my favorite, but I think the Benz hands look awkward plus the triangle at 12 just pulls too much from the Submariner aesthetic; the result is just some kind of mod look where someone was like, “yeah lets put the Sub hands and dial in a Datejust case!”
There’s no disputing the iconic status of the Explorer nor it’s wonderful legibility and wearability, but at the end of the day it just looks a little off to me. The 116000 on the other hand, resolves the things that I don’t like about the Explorer - and those things are solely in the dial and hands. The stick hands segue perfectly into the non-cardinal rectangle indices. Absolving the dial print of the Rolex coronet and turning it into an applique provides a nice bit of panache and relieves the unbalanced tension of the stack of text on the Explorer (so does removing the EXPLORER text). The result are hands that engage more harmoniously with the dial and easing of lopsided dial printing. The legibility remains, it looks less like a Sub and more like its own thing (well I suppose you could come at it from the other angle and say it looks more like a DJ or OP with the more traditional dial), but in the end, it’s a tasteful infusion of classic Rolex design without the contrived attention (and markup) of the Explorer. In my opinion, the design choices of this particular OP really hit the ball out of the park and have marked improvements on the Explorer (except the lume, which we’ll get to), the only thing is the Explorer is the Explorer and declarations of great Rolex models are largely immovable. All this means is a gem of a watch will hide in the shadow of the Explorer instead of taking the spotlight.
With all that said, lets get into some hand and dial details. As I mentioned earlier, Rolex uses white gold for the indices and hands. Different metals have different types of luster, which is, most basically, how the metal reflects light. Gold is also easy to work with and polish - given these properties and its easily attainable brilliance, many brands use this material for indices/hands. The hour and minute hand are crisp faceted sticks with the mindfully designed seconds hand (as mentioned earlier) sitting atop them. They aren’t going to win any awards for creativity with these hands but they are executed well and look nice with the dial. The weight of the sun burst brushing is about the same on the Rolex as it is the Omega, perhaps slightly heavier (thicker lines). The blue coloring, however, is slightly darker which means in certain lights you go from a vibrant blue down to black. The Omega, slightly lighter blue, will show similar rich blue hues but doesn’t quite turn black in dim lighting, instead preferring shades of gray. The dial printing is uncluttered with a single minute gradation for the minute track, the lack of the other text that I mentioned earlier as well as resolving the crown as one of the indices. Now, for some of the things that bother me a little (or a lot). The hands and 369 indices are very sharply cut with crisp hard angles (I love it) but all the other rectangular indices have soft rounded edges; I know Rolex can make razor sharp rectangular indices because they do it on other dials so here it’s a conscious design choice. Sharp indices would allow the continuation of that sharp 369 aesthetic and match excellently with the hands. Below you can see the 116000 next to a champagne dial Oyster Perpetual (photo courtesy of Ty Alexander Photography.) It contrasts the round edge slugs of the 116000 with sharply beveled rectangular indices of another OP - nicely beveled indices that the 116000 could have. The smaller version of the 116000 with the non lumed numerals received the crisp indices - but the numerals are rounded. A little flim flam but still makes me wonder why there cant be an all sharp indices and numeral version.


Next up is the lume. Now, this is something so shocking to me that it gets its own paragraph. If I didn’t know anything Rolex or watches and had to somehow judge the legitimacy of this watch by its lume I’d probably think it was fake. The lume is that bad. The lume on a $300 Seiko is 100X better. If a manufacturer put lume this weak on one of my dials I’d tell them to stop being cheap with the lume. It’s that bad. It’s green, but it’s weaker than C1 superluminova - significantly. The lume plot sizes on the Globemaster are about the same, so it’s not like I’m asking for a lot, but it leaves so much to be desired - especially after you see other Rolex or even Tudor watches with BIG STRONG LUME THAT GETS YOU EXCITED. For Rolex, the brand that has the reputation that it does for generally being high quality, this lume is totally pathetic.

Or even Datejust lume instead of Sub lume. Or literally any lume on a decent watch.
With that said, just try not to look at the lume and it wont irrationally infuriate you, it’s not like you can see it at night anyway. If it’s any consolation I guess it looks okay for a moment after you come inside from being in the sun. It is a technically nice and finely finished dial, but with some CRISP rectangular indices and maybe some of that sweet SKX007 lume, it would be an incredible dial.
In summary, I want to present a quotation by Antoine de Saint-Exupery, “A designer knows he has achieved perfection not when there is nothing left to add, but when there is nothing left to take away.”
The Omega’s dial is succinct and complete; there is nothing that I would seriously change that wouldn’t alter it for the worse. The Rolex dial, while a great dial, I believe could be further refined (generally with the indices) to enhance the aesthetic and statement it makes. The rounded indices and essentially non-existent lume take the teeth out of what could be a legendary dial.
Dial & Hands Grading:
Design - Omega: A+ Rolex: A-
Lume - Omega: A Rolex: F+
CASE & BRACELET
I love a good case and bracelet. In fact, I believe that case and bracelet design are hugely overlooked by brands; case design being simplified into a 2D top down drawing. The end result being cases that look good directly top down, but have been neglected from all other perspectives. There’s so much real estate in a case to impart good design - it is, after all, the part of the watch that directly interfaces with the person. A successful case doesn’t just have a few nice visual aspects, it also takes into consideration things like durability, comfort, and how straps/bracelets interact with it.
OYSTER DERPETUAL

Here’s Rolex with their 36mm Oyster case. It doesn’t need much introduction as it’s about as classic Rolex as it gets. Though, this version of it, while featuring the classic billowy mid case with downturned lugs has a couple changes from older Oyster cases. The smooth bezel isn’t angled like older models, but has a nice curved radius. In my opinion, this is a subtle but really nice improvement as it creates a lot more visual appeal and dimensionality where the angled ones look nice but kind of fall, ahem, flat. The round bezel sets of the polishing better as it catches more light, it also distinctly centers your gaze upon the dial and center of the watch. It’s shape erupts out of the straight grained mid case (previous iterations featured that classic angled grain finish on the lugs) providing a nice strong contrast between bezel and case/bracelet, lending itself to be another point of interest. The grain, that I was just talking about, is no longer angled and is straight, this is another Rolex improvement (in my opinion) as it matches the bracelet finishing and frees the grain directionality to flow from case to bracelet - as opposed to a little bit of a jarring break in that flow with the angled grain. The angled grain did look better in a few scenarios, like on straps or certain bracelet combos. It was also cut with a heavier grain, the new Rolex straight grain is very fine and sends the message of not wanting to draw attention to it but to redirect your attention to the polished parts. The angled grain definitely was more of it’s own feature and a hallmark in its own right; being used to determine if a watch had been refinished or not, perhaps how heavily it has been worn - the straight grain wont lend itself to that and can be refinished more easily and with less technical skill (perhaps a design choice and a maintenance decision).
The finishing on the OP is rather Spartan, all brushed with polished surfaces being reserved for the bezel, ring of the caseback, midcase flanks, and the edges of the bracelet (and technically the blades of the clasp but that’s not really exposed when wearing). I wear mine on its bracelet, which provides a big blanket of brushed steel. The bracelet integrates exceptionally with the case, the endlinks having nearly no play in them, in display of perhaps one of Rolex’s greatest manufacturing feats - their bracelets. Rolex has had many other accomplishments, their movements, for example, are designed to be very streamlined and easy to service (granted you have their proprietary tools & knowledge), but the bracelets I’d argue are some of, if not, the best in the industry. The tolerances of each part allow for an incredibly precise fit: endlinks seeming as if they were a part of the case, links articulating effortless and draping comfortably over your wrist, and clasps that are smooth and satisfying to operate (this one has a little clacky play if you tap it, but lets be real). The pinning points of the bracelet, the tolerances, and the good engineering & design of the bracelet make this (and many other) Rolex watches very comfortable to wear. A side note - if you like to wear your Rolex (or any bracelet watch for that matter) loose so it flops around, you should know this accelerates the wear of the bracelet. It will fail sooner than if you wear it with a more appropriate amount of slack (generally enough to stick your index finger between your wrist and clasp).
Some of the downsides: big polished flanks of the midcase will attract scratches, the case and bracelet pinning point are optimized for the bracelet which means many straps will rub or not have enough clearance to fit well (you’ll need thinner straps, which is kind of annoying because this one could be a total strap monster), the caseback raises in a dome like fashion to a flat - this is a clever way to mask thickness and house the oscillating weight of the movement - the reason this is also a con is because the flat section is vulnerable to denting, especially if you’re the kind of person that puts your Rolex down either dial up or down.
Perhaps one of the more impressive aspects of the case components is how it all comes together. I already mentioned the bracelet fitting precisely, though the way each other component sits and interacts with each other makes it all appear as a cohesive single unit as opposed to a watch made from different components. The bracelet to case, the midcase to bezel, the dial to rehaut - all sit seamlessly and without gaps. The transition between each piece flows with intent and consideration for design with no angles that are jarring or hard on the eyes. The Omega doesn’t do as well in this regard. Overall, the Rolex has an exceptional case and bracelet with a cohesive fit and finish. The trade offs of having fewer strap options and even the caseback’s susceptibility dents and dings from the bracelet (which can be pretty bad in the scenario of even a moderate drop) all make it easily worth it.
Omeeguh

The Globemaster’s case and bracelet are striking. Just sitting in the watch box, it stands out as something special - at least aesthetically. The case features a fluted bezel, with thin flutes reminiscent of the fluted bezels from the mid 20th century, which, I believe Omega beat Rolex to that line (before people say it’s a knock from Rolex). Additionally, Rolex uses thick cut fluted bezels and Omega has really only ever done thin cuts. So I don’t believe it to be any form of disingenuous mimicry but in fact, a truthful homage to their own earlier pieces. The midcase is relatively flat, with a mild downturn of the lugs (the geometry is reminiscent of some Zenith watches and the finishing is analogous, do they come from the same factory?). It is entirely brushed with succinct and sharp polished bevels which frame the angular case well. The brushing is superior to Rolex, with the hallmarks of being lapped or at least better case prep. The grain lines are impeccably straight and proffer an iridescent sheen, which is an indication of fine machining and flat surfaces. The tops of the lugs have a circular brush pattern, which is common in watches but I would prefer to have seen the same straight grain of the case flanks as the circular grain kind of crashes into the grain of the bracelet. Though, Rolex has trained the watch world to accept an angled lug top grain transition into a straight grain bracelet so it may not be bothersome to many people. I do like that you can see the depth of the gold bezel beneath the crystal, it’s not just a fluted bezel attachment, but actually the top section of the case that the crystal is seated in, which may seem logical but there are many brands who will be as stingy as possible when it comes to gold; so this seems less stingy? If that makes sense. Although, the interface between the case and dial appears a little more segmented or to have more of a gap than the Rolex which I mentioned as appearing seamless. Rolex wins in the seamless interface between case components and dial.
Onto the bracelet. The bracelet is like a deconstructed H-link or re-proportioned oyster bracelet, though it is very much its own design. The tops of the links are a little billowy and curved, with the entirety being brushed with the exception of the small bevel on the top outer edge to continue the polished lines of the case. The brushing isn’t quite as good as the case’s brushing, a little more slack in the straightness of the gain. There is a small amount of play in the endlink/case interface, I could caliper it but I don’t feel like it - I’d estimate maybe .3 to .4mm of slack. Which may not sound like much but it’s enough to wiggle the link around. The Rolex has virtually no play with the endlinks which contributes to the seamless integration of all its components. With the Rolex you can say the bracelet is part of the watch, with the Omega, the break between bracelet and case is more noticeable. When the bracelet drops at the first link, there’s also a larger gap than compared to the rest of the links, which is another visual break. Less obvious are the gaps when the links wrap around the butterfly clasp (also not a huge fan of butterfly clasps). All in all, some of these things, like tolerances, could be improved while other things like how the bracelet articulates are a trade off of the link design. I’d like to see tolerances improved (especially at the price point, we should see Rolex level end links on watches that are $5000+ MSRP), while I can live with design trade offs, the tolerances are somewhat of a letdown. My bracelet on the Omega also had a slightly bent link with the mark where the permanent link was installed still visible. Not a huge deal since I have enough spare links to use a perfectly good one, but it is what it is. The clasp is butterfly style (ugh) which isn’t terrible for me since I have tiny wrists but I still view a traditional style clasp with microadjusts superior in regards to comfort and convenience. The clasp is top quality with nice polishing and action, it also has ceramic click bearings which are nice and becoming more common with modern bracelets. Almost forgot! The Globemaster came on a blue croc leather strap made by Camille Fournet mounted on a tuck style deployant clasp. Now, I don’t hold my breath from straps but this strap is easily the nicest strap I’ve ever worn. It’s supple and flexible but also durable - having all these qualities in a strap is uncommon. The deployant is well finished but for some reason incredibly addicting to operate. The strap and deployant combo were an unsuspected (but welcome) surprise. Do I recommend Camille’s straps? If you’re after the best. I love being surprised by something exceptional, the strap and deployant combo are a home run.
The caseback is fastened by 4 screws (ohh risky) and has a sapphire crystal display back which is punctuated by a polished and updated version of the observatory which debuted on the early Constellations. I love the observatory, it’s well executed and another faithful homage and tribute to their early watches. The display back lets you look at the 8900 that Omega is proud of and is nicely finished. The case and caseback, which are relatively flat are pretty comfortable, though, without much lug downturn and its abject flatness, some wrist profiles may find this uncomfortable. For me it’s pretty comfortable, which is fortunate because I have tiny wrists. It does have short lugs and a large dial diameter, which is a boon for comfort, something like the Aqua Terra is very very flat and the bracelet juts out and creates a more unpleasant wearing experience. I’d say the Rolex is a little more comfortable, which is a factor of its bracelet and being a smaller diameter. Though, the Calamity is more comfortable than both of them. The 4 fastening screws, I’d be remiss to not mention, is a design that has no redundancy built in (like a 6 or 8 screw caseback). If one of these screws becomes loose or is not tightened in proper sequence, there’s a much larger risk that the seal will be compromised. Whereas on a 6 or 8 screw caseback there’s a little more safety built in, but hey, I guess Omega has the situation under control.
Case & Bracelet Summary
Here it is. The Rolex presents itself with tangibly better tolerances resulting in a literally better fit while the Omega has a few more gaps and wiggles. The higher precision of the Rolex bracelet and its integration with the case confers a more ‘solid’ feeling and the interface between dial and case is more seamless; though, the Rolex isn’t going win any design awards. The Omega, while having tolerances less than Rolex and some gaps as a result of trade offs of more creative design choices; I’m happy to overlook some spaces as a result of the cool bracelet design but I can’t help but find myself annoyed with the small amount of slack in the endlinks while the Rolex’s precision fit is satisfyingly snug. The case finishing on the Rolex matches perfectly with the bracelet while the Omega, having better case finishing, isn’t perfectly matched with the bracelet (the brushing) - and this is something I don’t think the average person would really notice but just something my watchmaker’s eye picks up on. The design of the case and bracelet really goes to Omega here, especially at a distance. The Globemaster stands out, it draws you in, piques your curiosity and beckons to be worn. The Rolex, while employing the renowned Oyster case, is good in its own right but doesn’t particularly stand out - especially thrown alongside other watches. It is a very photogenic watch and perhaps its innocuous look is partly due to the decades of exposure the Oyster case has had. These are both exceptional watches with strengths and weaknesses of their own, both are well made
Case & Bracelet Grading:
Tolerances - Omega: A- Rolex: A+
Finishing - Omega: A Rolex: A
Aesthetic Design - Omega: A+ Rolex: B+
Functional Design - Omega B+ Rolex: A
Summary
These are both exceptional watches, lets be honest. They each have their abject strengths and their weaknesses are minutiae - the improvements that could be offered (in my opinion) would not result in big changes, which in terms of critique, is a good thing. The Rolex 116000 is a solid offering that is beautiful and sporty. It could factor into a collection as a good everyday wearer or be a more covert and exciting alternative to the Explorer. It’s not an ostentatious watch and wont gather undue attention, but it wont disappoint you when looking down at it. The Globemaster, on the other hand, is a bit more dressy but with some sporty elements and with its gold fluted bezel will certainly draw some attention. Compared to the Rolex, or compared to quite a few things, the two tone Globemaster could be described as ostentatious - I tried to pull away from that by pairing it with the all steel bracelet as opposed to the two tone bracelet. It’s certainly not a ‘GADA’ watch, especially with a gold fluted bezel, gold being rather soft and susceptible to damage, though I would concede that the all steel model with the TUNGSTEN CARBIDE fluted bezel would satisfy that niche of a sports watch bordering on dress watch that you want to everyday wear. With all that said, the Omega calls to me and I find myself choosing it more frequently than the Rolex (maybe it’s just the honeymoon phase). If you want a sporty, more colorful (and affordable) version of the Explorer, the blue 116000 fits the bill while slipping under the radar. The Globemaster seems to just not have caught on, which is too bad because in my opinion it’s one of the better and most cohesively designed modern Omegas (compared to a blinged out Seamaster or maybe an exceptionally tacky denim dial Railmaster). Perhaps it’s the retail price, but the good news is that they can be found with great used prices - which in that light they are absolutely a great watch with a lot of tangible value in the package.
Magnetism: What You Don't Know
We hear the term ‘Magnetism’
Thrown around frequently as something the wreaks havoc on timing. With no shortage of magnetic surfaces and scanners, it’s not uncommon for your wrist watch to get magnetized in shipment or throughout the course of the day. Though, what does this actually mean?
When enthusiasts and hobbyists talk about magnetism they are, 99% of the time, talking about magnetized hairsprings. What happens when a hairspring becomes magnetized? Its shape changes, sometimes it can stick to itself, this shortens its effective length and makes it run erratically fast - or sometimes stops it altogether.
What if I told you this presentation of magnetism, while valid and real, is actually the less common form of magnetism? What if I told you magnetism can drain amplitude and maybe make your watch run slower, or marginally (not very) faster?
That’s right. Magnetism in watches is perhaps one of the most common ailments in poor timekeeping but enthusiasts rarely expect it because the only aspect of it that has been glorified is the magnetism of the hairspring and erratic and crazy fast rates that accompany it.

Once I had people tell me these guys were not magnetic.
What really happens when your watch is magnetized?
Your watch has a handful of magnetic components. Ignoring new silicon escapements/hairsprings that are impervious to pedestrian Gauss levels, your watch has steel pinions and pivots (the parts that the brass wheels in the gear train are friction fitted onto), a steel pallet fork, escape wheel, screws, and a few other components. It’s generally not a huge deal having some magnetized screws, but when the pinions and your pallet fork/escape wheel become magnetized, you’re in for a doozy. In this scenario, your hairspring can be absolutely fine but your gear train will be magnetic. Your pallet fork will be sticking to your balance and escape wheel, not lifting off freely and draining amplitude.
What is amplitude?
Amplitude is the degrees of rotation of the balance wheel. This indicates how much power is going through your gear train. If your watch is fully wound, but has low amplitude it can mean it’s dirty, something is obstructing it, or perhaps it is magnetized. Without getting too crazy into hairspring dynamics and horology, a steady beat rate at high amplitude will yield better timekeeping. So if your amplitude is not stable and is low, you will experience poor timekeeping. And in this case, magnetism is causing the steel components of your gear train to attract and ‘stick’ which is reducing their freedom and creating drag, which in turn is reducing amplitude and affecting your watches ability to keep good time - but in this scenario it may be slow or it may be +20 or +30 and not the +20 minutes a day people talk about with a magnetized hairspring.
So what can you do?
Buy a demagnetizer. The cheap ones aren’t great, and for watchmaking equipment I never recommend the bottom tier equipment, but they’re still cheaper than shipping a watch around or taking a day to visit a jeweler/watchmaker. There are two types of demags, the kind that deliver a constant ‘stream’ and then the instantaneous pulse type. I’d recommend watching some tutorials on technique but for the kind that delivers the stream (where holding the button keeps the power on) you start with your watch or parts close to the machine, turn it on, slowly pull the watch away while holding the demag on. Once you’ve reached your arms limit, turn it off. You can repeat a second time. For the pulse type; hold your watch over the machine, activate it, then rotate your watch 90º and activate it again. You may want to hack (stop) your watch while demagnetizing it.
Horology House: The Takeaway
Most of us have heard by now the drama surrounding Horology House
But for those who don’t know, Horology House, AKA Chris Essery, was a major contributor of wonderful, high quality watch content. His Instagram page featuring daily gorgeous watch shots, his populated Facebook group an Australian watch community cornerstone, and a YouTube channel with equally stunning cinematography (his videos ranged from reviews to in detailed ways to spot high quality AAA Rolex counterfeits).

One of HH’s photos showing a real and high grade fake Rolex Submariner. Makes you wonder why someone has an open channel to high grade fakes….
As someone who voiced his disdain for replicas and someone who had displayed a meticulous knowledge on how to spot them (and shared some of his tips on discerning them) what happened next would shock the watch community.
He sold someone a fake Rolex Daytona.
A redacted WhatsApp log of the latest transaction
Now, the chat logs are out there. Evidence is abound. And more and more accounts of bizarre transactions on his behalf are coming to light. I think it’s natural to want to give someone the benefit of the doubt, as nobody would want to throw away lots of hard work building a brand and online persona as polished and, allegedly, reputable as Horology House. You can do a quick search and find all the evidence, it doesn’t look good, it has all the hallmarks of a scammer and even some stooping as to leverage the natural disasters of the Australia bush fires and New Zealand volcanic eruption (complete with fake photos of “his parents house”) to buy him more time. Like I said, it’s bad, and it’s clear that this wasn’t some accidental case of an expert Rolex replica sleuth letting one slip past him (what are the chances?).


Above, chat log of Chris using a photo of a house burned in bush fires claiming it’s his parents.
The watch industry is small.
The watch industry is small. The collector industry, while slightly larger, is also small. This isn’t a post designed to bash someone for scamming someone, but one where we can hopefully suss out some ways to make this community safer and better for all of us.
In the used community, the golden rule is, “Buy the seller, not the watch.” There are a handful of accounts where HH took people’s money, provided non-functional tracking numbers, and absconded with their thousands of dollars for months on end - only to slowly pay it back, sometimes over the course of 6 or more months.
But nobody knew this. Chris asked these people not to talk about the situation. Why is that? I know many people like to give the benefit of the doubt and think in the case of having a huge following and a reputable brand, this could be more leverage to maintain that people stay quiet. Since, you know, you wouldn’t have been able to build such a following burning people. In the age where social media numbers can be inflated, agencies can be paid to accelerate growth, it’s not hard to imagine the inverse happening - a new entity pops up in a niche, cash flush, industry. The combination of beautiful photography, cinematography, fast social media growth and a relatable personage on a YouTube channel - you soon have an entity whose popularity is more based on properly feeding algorithms instead of reputable transactions.

Beautiful photos from the Horology House Instagram
Lets say that again. In this world, it’s possible to create a polished entity that grows fast and in the absence of reputable transactions. Is this what happened here? I’m certain that HH and Chris had a number of legitimate transactions. Absolutely positive. Though, the bad ones stayed suppressed, or even worse, he got away with scamming someone and they didn’t(don’t) even know. When the news first broke, we saw tons of people ignore the claims of scamming and run to his defense. Those voices seemed to quiet as more evidence came out and Chris deactivated comments on IG, left his FB group, and turned off access and comments to his YouTube channel and videos.
As a community, there needs to be some degree of policing ourselves.
I often find myself (sometimes much to my chagrin) policing false information in regards to horology (actual horology, like watchmaker stuff) in the online space. False information can be damaging to a small community and arming ourselves with correct information can be challenging but it is paramount. Trust is a huge factor in this community. Especially when it comes to buying used. Do you trust your dealer? Do you trust this shop? Trust is absolutely earned, and with watches, we’re often trusting people with large sums of money or trusting people to repair a watch worth large sums of money. Nobody wants to lose their money, nobody wants the valuable components of their irreplaceable watch damaged by a bad watchmaker. This is why trust is a cornerstone of the watch industry. Without it, there would be chaos, or at least the industry would be reduced to the only transactions happening at boutiques and the only servicing at service centers (which, lets be real, that’s absolutely the goal of many of these huge corporate brands).
So why didn’t these first few people burned by HH come forward? Not sure. For at least some of them he sent them little consolation gifts or asked them on a phone call not to disclose the embarrassing/fraudulent nature of their transaction. Aside from that, we don’t really know. The truth is, every time someone lets a scammer get away scot free (that’s a little tax joke for ya), they have free reign to select another victim and try again. So if you get scammed, or someone tries to scam you, or if someone takes your money and feeds you nonsense for 3 to 6 months on why they can’t repay you, you need to let the world know. Actual policing in an international community like this is tenuous at best.
Sometimes this happens with high dollar dealers or flippers. Sometimes these people have problems and need help. Sometimes they have money and mental health issues, maybe they have a self image issue and don’t want to be perceived as poor or struggling. I’ve seen these scenarios before, otherwise trustworthy people in the community suddenly taking money for watches they don’t have from multiple people (who stay quiet) with resolution occurring after months and/or drastic measures have been taken.
Now, offering them the help they need to stop this kind of behavior is really out of the scope of a sale or trade of a watch. The best way you can help, is to let people know and to shut the person down before they make more promises they cannot keep and dig themselves into a far deeper hole. It’s good for preserving your assets/capital. The best way to help them and to protect yourself, is to shut down shady transactions and let the world know.
Aside from, “Buy the seller, not the watch.” Other sayings like, “If it’s too good to be true, then it probably is.” “Trust your gut.” are especially true. Sometimes we need to take a step back from the transaction, is something clouding our judgement? A doctor I recently had demonstrated, “Come to your own conclusions.” saying very well. Making a challenging diagnosis that necessitated ignoring the (inaccurate) observations of doctors before her. Going into a transaction, if it smells bad, it probably is. Don’t be fooled by praises made by other people, you need to determine the veracity of a person based on your own experience. And if something goes wrong beyond bad luck and you’re dealing with a shady character, it’s up to all of us, to let the community know.
I do wish this was all a big misunderstanding with HH. Though, the aftermath and evidence suggest otherwise. This isn’t a post to bash on Chris or HH, I did thoroughly enjoy his content and was working up the gumption to speak to him in regards to doing an Orion review (really, I love his photography). This is an opportunity to make an example. To remind the community that scamming can come from anyone and how important it is for us to police ourselves and communicate with candor and document our transactions with evidence.
As more info comes to light about transactions with Chris, it seems that previous victims did speak up but their attempts were met with post removals in the Facebook group as well as bans (which would make sense in Chris’ run FB group). Subsequent rulings had the mods siding with Chris and silencing anyone with criticism. Some of these people are still waiting to get their money back.
The ultimate takeaway isn’t to blame victims, but the realization that the unfortunate onus is for victims to communicate, effectively, who the scammers are among us. If the word doesn’t get out, then nobody ever knows.
Tools Every Watch Enthusiast Should Have: Part 1
As a watchmaker, one of the most common questions I get asked is, “What are the best tool kits to get?” The answer has two parts, the first, don’t buy a pre-made tool kit because the tools in them are generally junk. You risk damaging your more expensive watch or just having a tool that falls apart entirely. Sometimes they have a piece or two that’s good, but it’s always better to buy it alone. So don’t buy a tool kit, buy the tools individually. This way, you can get high quality tools (the first time around) and have a kit that is tailored to your needs and operations.
Then people ask, “Can you make me a tool kit?” this question also has two parts. The first, no, I cannot. I get asked this so often that creating tailor made kits for everyone who asked would soon become a full time job, but one where I don’t get paid. The second part is, I see it as a rite of passage. If you’re going to be working on your watch you’re going to need to be persistent, patient, and resourceful-if finding watchmaking tools on the Googles is too challenging, you’re gonna have a bad time when you get to your watch.
Where are we left when we’ve gotten past that point? There are lots of options for tools. You know what tools you need but you’re hamstrung by the choices. Expensive ones aren’t always good, cheap ones aren’t always bad-but the only way to find out is to buy them and find out. Luckily for you, I’ve used a lot of tools. For this guide, we’ll work our way up from the most basic tools which also happen to be some that you’ll use the most frequently-as a watchmaker or a hobbyist.
THE SPRINGBAR TOOL. I can assure you that over the years I have been through many, many springbar tools. Many of them had me saying things like, “what is this garbage?” or “the fuck is this? I can’t believe Bergeon actually made this!” or even, “yes, I use an $0.83 Chinese made springbar tool.”
What you’ll see next are the tools that don’t make me irrationally angry, that are quality, and are the end product of years of selective watchmaking forces.

The Bergeon 7767 is the best generalist springbar tool. Solid stainless construction. Tips that are threaded and replaceable (which means you can swap them for different styles as well). A proprietary knurl pattern that makes it comfortable and grippy. The 7767 configuration comes with a ‘fork’ tip that’s good for gripping and compressing shoulders and flanges. The other side is a cylinder with a divot in the end. This is good for compressing springbars from the tip as well as poking through drilled lugs. It’s also affordable, you can find it for $15-$20 most places and is absolutely worth it. Also Bergeon isn’t paying me to do any of this, so just a heads up, that their special ETA 2892 movement holder that costs like $250 has a slot that isn’t wide enough to accommodate the 2892 stem when it’s in the time set position. So yeah, Bergeon, still waiting to hear back about that. I will give Beco Technic a shout out for excellent product selection and excellent customer service.

Next up is the Bergeon 7825, the springbar tweezers. There are similar ones and similar styles. You don’t want them. You want the 7825, the tweezers. They’re pricey, but for high precision end links (brands like Rolex and Grand Seiko come to mind), they are absolutely necessary. Some brands even have end links or integrated straps that you actually cannot remove (within reason) without this tool. This will save you from making a mess of your lugs, especially with aforementioned brands (Rolex, Omega, Grand Seiko, etc)

It’s important to have something to put your case on when working on it so it doesn’t slip or get marked. This category is CASE CUSHIONS & CASE HOLDERS (not to be confused with movement holders). The principle is simple enough, and this category is a bit of a free for all. You can cheap out if you want case holder, an all plastic one isn’t bad because if something happens or you mount it wrong there’s not much of a chance the plastic will scratch your watch. For more advanced watchmaking the case holder doesn’t see tons of action (more proprietary and integrated to casing tools are preferred) but it’s like $2, it’s convenient and indispensable when it is the right tool.
Case cushions. The most common cheap ones are the leather ones, they’re fine and will get the job done. I got to a point where I splurged and got the gel Bergeon 5395-55. It’s absolutely worth it if you’re doing lots of watches or even changing straps a lot. It comes in a larger diameter if you’re a size queen and really want a big one. The base is tacky so it doesn’t slip and the gel has pretty excellent grip so your watch doesn’t slip. For me, this gets used every time I’m at my bench so I’ve certainly extracted the $30 value from it.
Fun fact: the notches cut away on the base of the case holder are so you can lock it in a vice!

Good screwdrivers are important in watchmaking. You’ll need some to remove screw pins from screw pin style bracelets. Cheaper screwdriver blades are generally softer steels, meaning they’re more prone to sheering and breaking under load. A full screwdriver kit is expensive (above is my Horotec set). Most shops will offer the ability to buy individual screwdrivers which is a good way to get the sizes you need (if you’re just using it for bracelets). Or if you’re really into saving money you can get cheap handles then buy replacement stainless steel blades. You wont go wrong with a set from Horotec or Bergeon. Common sizes for bracelet screw pins range from 1.2mm to 2mm. You should also use heat to break loctite before unscrewing your screw pins and reapply loctite when you’re done. Below is a brief 1.5 minute tutorial on sizing screw pin bracelets.
Here we have the champion of pin and collar bracelets. A bracelet block is another cheap but indispensable tool that makes resting and holding bracelets very simple. They’re also great for holding screw pin style bracelets. There are soft plastic ones you can pinch and there are hard plastic ones that are more rigid. Here I have a set that’s a wood base that holds the blocks and includes different sized pins and a little holder for them. It’s great. It’s simple. It works. And I think the set costs $10 or so. Deal.
The next part is the hammer grab a brass hammer with a plastic side. Not only is this good for hammering in & out pins (video tutorial below) but has many other uses down the line if you want to get into more 'watch stuff’.
This concludes part one of tools you should have. The next segment will continue to advance in complexity and address some other common, but more involved scenarios the watch enthusiast may find themselves in.
As always, likes, shares and subscribes are all excellent ways to support Orion (and I do appreciate it even if I can’t thank it each time). So if you enjoyed this content or something else on this blog, be sure to let a friend know!
Designing: Project Calamity
The design for the Field Standard had just been finished.
“So what’s next? I guess a diver would be the natural progression.” Kyle said. Kyle is one of my most trusted friends, especially in terms of Orion, he was helping me from the beginning. I had no money and only my modding background. I made him a promise if the Orion 1 were successful and he agreed, totally on faith. At this point in time, around 2.5 years ago, we had just finished up with the Field Standard. Ideas, naturally, come before design. Our design process usually starts with a conversation, then me explaining what image is in my head, Kyle confirming that he understands what I’m saying then maybe some bad drawings and references - and BOOM! Kyle churns out wonderful renders.
When we started, he mostly let me do what I wanted, but as we grew closer our design language aligned and Kyle revealed himself as an insightful designer and confidant, invaluable to the process, but I digress.

“I guess that’s the next step..” A diver, yeah, Orion diver. People mentioned how cool the Orion 1 would look with a dive bezel. And I agreed, it would look cool, at this point in time people were still warming up to Orion as a brand, many stuck on the long lugs (that they would come around to later).
So that’s where it started, kind of, an Orion 1 with a dive bezel.

One of the first Calamity renders.
I had learned quite a bit about watch design
And manufacturing translation after the Orion 1. I was also beginning watchmaking school around this time and it very quickly infused me with lots of watch related design knowledge.
Right off the bat, the design was thick. Not much thicker than the Orion 1, which has some heft, but it also didn’t disguise it well because of the rotating bezel. It was designed around the NH35, to maintain an air of affordability. Bevels, I thought, to give it some elegance and to hide that thickness a bit. Kyle dutifully obliged.

Note the drilled lugs, which I wanted (and still do) to become a hallmark of Orion, but for now, a large crown will have to suffice. The bevels along the case were an improvement, but the thickness still bothered me - and with the NH35 there was, at least not to the degree I wanted it, no hiding it.

Note the evolution from the Orion 1 dial.
Design progressed with the NH35. We started working on a less dressy, more sporty version of the Orion 1 dial, that much was a given. The bezel insert took some time, and somewhere in the mix we even tried a version without crown guards, but I quickly nixed that.

As things moved along, I couldn’t shake the feeling of the thickness. It bothered me so much. I could tell Kyle wasn’t particularly keen on it but I don’t think it bothered him as much, as the thickness was very much par for the course in terms of dive watches, especially microbrand dive watches.
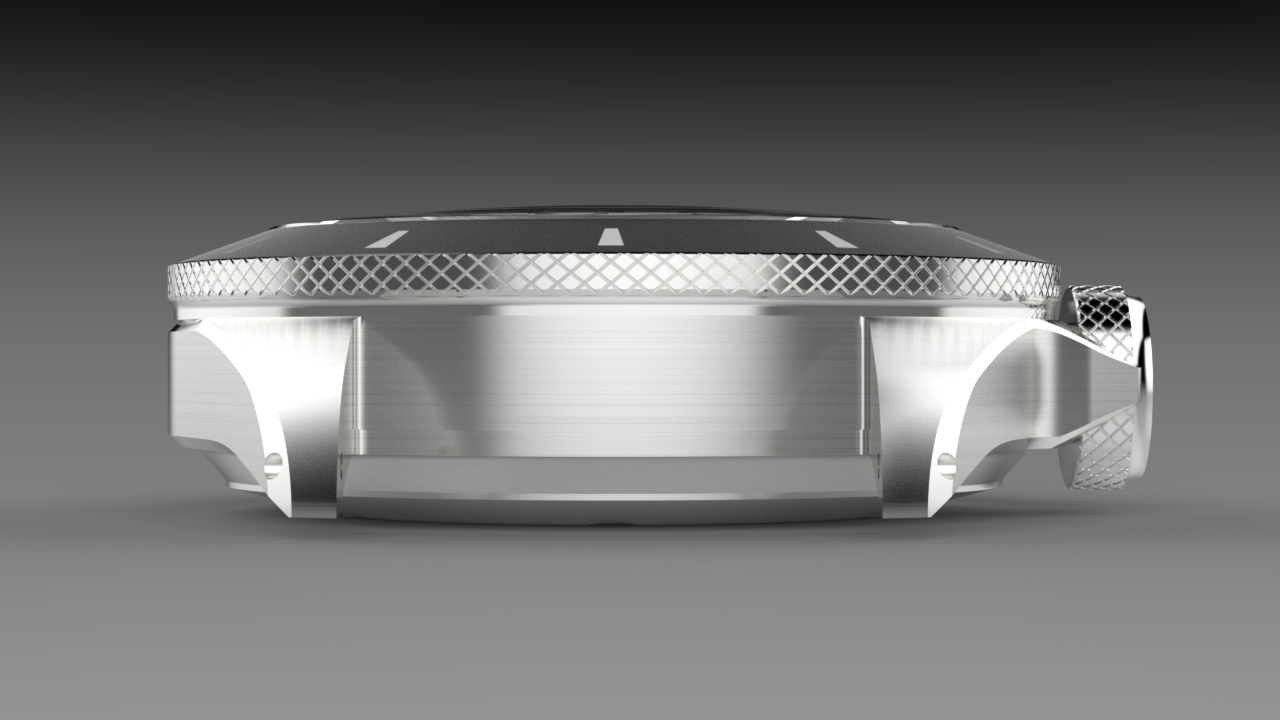
Looking back
On these early Calamity designs, it very much looks like a bloated version of what we ended up with, and to me, almost to a comical degree. One day I told Kyle we were starting over - which he was not happy about. Lots of time had been devoted to a watch using the NH35. We talked about the thinnest movements we could use, “There’s always the Miyota 9015 or 2824.” He suggested. At this point, all the microbrands were crazed about the Miyota and had driven the price up due to demand. The Miyota was close to the ETA 2824 in price, so naturally the 2824 seemed like the logical upgrade, but again, the 2824 is in between the NH35 and 9015 in terms of thickness, which didn’t solve my bloat problem.
“There is the ETA 2892…. It’s 3.6mm but it’s probably too expensive.”

We’re starting over, but with the 2892
I declared. There were a lot of talks. A lot. But the thick diver, it did something to me. It bothered me so much. It bothered me that barely anyone wanted to make thin dive watches. Thick dive watches seemed to become accepted as the norm and almost anticipated - looking at it from a competitive or evolutionary perspective, there was really no pressure in the industry to produce a thin dive watch, because people were okay and happy with chunky dive watches. That wasn’t good enough for me. I wanted to create something amazing. I wanted to make something better than par for the course. The industry did not need ANOTHER chunky dive watch, that would just be creating a product for the sake of having a product, I needed to innovate.

Once the design implemented the 2892
The improvement was instant. It was the clear winner. This freed up a lot of space to be creative, for a little I was having Kyle squeeze thickness out of everything, but it got to a point where, hey, a domed crystal would look nice and we’ve got some thickness to burn, so there that is. There was still a bit of refining to do, we generally begin with the case and move onto other aspects from there. The original large Orion crown was now, proportionally, too large. Overhang was an issue and it just didn’t look right, so that got scaled back to be more proportional to the case (while still being as large as reasonably possible).

The caseback
Was something I was excited for. I had dreamed of this drop in caseback that would be flush with the case, the idea in it’s purest form wasn’t really possible because of how thin the case frame is, a few conflicting points and tolerance issues. There was this grain that stuck with me, from a Moser watch I had tried at a Red Bar. It had this massive curved sapphire caseback and it just stuck to your wrist like a facehugger or something (I’m sure being cased in white gold helped). And once the sapphire warmed to your skin temperature, it was sublime. I absolutely hate when a good looking watch is uncomfortable, I can’t reconcile it and is absolutely a deal breaker for me. A watch needs to be comfortable or undetectable on my wrist if I’m going to wear it for any duration. This was a very important design directive for the Calamity.

Photo courtesy of SalonQP
The size, shape and overall design of the caseback differed from the Moser, as much as I would love a luxurious slab of contoured sapphire, it’s out of place on a dive watch and the water resistance engineering doesn’t really get along with it either. I wanted the sapphire, not to show off the movement, but for that added bit of comfort for when it warms up to your wrist, it makes the watch disappear that much more.

Advancing the caseback design. 4 screws provide no redundancy or safety.

A teaser render Kyle did, I don’t think we had the dial/hands/bezel done yet.
The case, at this point, was somewhere I was comfortable with. Exceptional thinness, a cool curved caseback (I knew I wanted a curved caseback before I envisioned the dial/hands), and a sexy beveled case. The drilled lugs interrupted the polished bevel in a way that would make people crazy, but gave me some form of sadistic pleasure. A statement, almost, on the priority of drilled lugs over a pretty polished line, but alas, the case frame was too thin and drilled lugs would become a weak spot. I decided that a vulnerability like that countered the concept of a tool/dive watch, however dressed up, so I heeded the manufacturers warning and did away with the drilled lugs. We were getting close, the madness of endless combinations and iterations of dials was about to begin.




But now with red!

Now with curvature added to the 12:00 bezel chevron, and a date, yes we tried a date.
As you can see
Very small changes, tweaks, and refinements warrant countless iterations at this point. Many folks see that you’re in the design phase and think it’s their moment to shine, “Well I like watches! I have a nice collection! I’ll tell these guys what they’re missing!”
No. Please. We’ve tried it. And the chance that you have good design input versus wanting a design feature catered to your personal taste is slim (sorry, not sorry, it’s the truth). We tweak colors, sizes of bevels, undercuts and dots by fractions of a millimeter. We do a lot of variations. Design that works for many people and personal taste are often two different things. I believe good design should feel natural, shouldn’t necessarily look outlandish, but should feature innovations in a way that are disguised and feel like a natural progression of things. With that said, some folks outside of the inner loop do offer great design input. One of my instructors, Lisa, was talking me through some of my bracelet deliberations when she suggested adding a circuitous polished bevel to an Oyster style bracelet. Simple, elegant, increases comfort, looks good but still maintains tool watch aesthetic - I dropped the other ideas and went with it without looking back. The best part? It matches the polished bevel of the case.

Note: Bracelet bevels are larger on production models.
Now talking about the clasp is going to serve a larger purpose. Catalog parts. Microbrands. Microbrand perception in contrast to large brands, and the scrutiny that micros often face.
One of the largest pitfalls of innovative design for microbrands is the reluctance to pay mold fees and use original design. What does this mean? Watch manufacturers often have a literal catalog of parts that they have molds and dies already produced for, the parts therein are available for production without having to pay the cost for creating a mold or die. Many brands use catalog parts, even cases or hands, to save on cost. This can lead to a feeling of sameness or familiarity across microbrands, but also prevents brands from developing a brand aesthetic, or ‘look’.
The clasp, is the only catalog part the Calamity uses. It’s a high quality clasp, solid, with lots of micro-adjusts (and you may have noticed some other microbrands implemented the same clasp on some of their models after it was unveiled on the Calamity). This was a source of contention for a lot of keyboard warriors, mostly because I’m convinced sometimes people just need something to complain about. The ratcheting diver clasps many have suggested are literally thicker than the watch, by a good margin too, and that would be so awkward to have, belying the thinness of the watch. I digress.
The clasp, as mentioned, was a point of contention, perhaps because a clasp is easy prey when everything else is decent. But it’s time to start looking at big brands with the same scrutiny as microbrands. One of the examples that sticks out, brightly, are the new DOXA watches. I love DOXA, let me be clear. I recognize and respect their impact on dive watch and horology history, I love their obnoxious yet hyper functional design, I even own a vintage one! But their clasp, is literally the cheapest catalog clasp you can get from Asia (well one of them). Granted, they have a few different clasps, but this is the one I’m talking about.

Photo courtesy of doxawatches.com
It’s thin, stamped, and rips your fingernails off - and was literally in the same catalog I looked at, but large brands have been given a pass on lots of this stuff (and DOXA is farrrr from the only one who does this, check out Swatch’s brands). There is a whole world of catalog parts that sneak past people, there are also some brands that have exceptional clasps and bracelets (but they are often the exception, not the rule), but the clasp contention opened my eyes to a new struggle I had not experienced with the Orion 1, Field Standard, or Sylph.
So I got to thinking about it. I could think of so many brands, large reputable brands, watches that cost twice as much or even more than the Calamity that used cheaper catalog clasps and received praise for them! Large brands had won the hearts and trust of so many people that they’ve gained immunity from a critical eye, but microbrands, with tenable communication with the talent behind the scenes and the real ability to make a change (from a consumer’s perspective) leaves people clamoring to say something about anything, good or bad.
It’s in this light, I invite people to look critically at all brands, and really look. Brands like Rolex have exceptional, if not the best bracelets/clasps in the game, but what other luxury brands are dressing up catalog clasps? It revealed an opportunity, because there are only really two scenarios, people just don’t know of the widespread use of catalog parts or they want their voice heard, though the reality is most certainly a combination of the two, with more emphasis on the latter by virtue of the attainability of manufacturing catalogs for the average person (but they aren’t hard to get, if you really want one).
With that said, I invite people designing new watches to pass over the catalog parts for things like cases, dials and hands (unless it’s like super innocuous that there’s no point in remaking), but to peruse the catalog for your design just because you want to save some quick cash, seems like wasted potential to me - and the industry could use all the fresh creativity it could take. And yes, an Orion original design clasp is on the list of things to do.

A late rendering with surprising accuracy to production
Fun facts. The Calamity was originally supposed to only be in black and blue. On a whim, we tried a drab green and it looked way better than we expected, so that’s how that happened.

We tried lots of different shades of blue.



Originally, the green was supposed to be so drab it was almost grey, but the spectrum of color attainable with ceramic is limited, so the drab is slightly more green than the original concept, but hey, not bad!

12 hour bezel concept with grey dial.
Overall, this is a very small snapshot of what went into designing the Calamity. Each part could have it’s own deviating story written about it, but I wanted to provide a little bit of a snapshot of the evolution of it, because many of you have the (one of the) final products on your wrist, and it has been a long, more than two years, of refining and design work combined with reworking prototypes and pushing and educating manufacturers. I have learned so much with the Calamity, and I’m excited to apply that to future projects and designs. Yes, I am thinking of a GMT, but there’s something coming sooner than that….

II
School is out!
A Certified Watchmaker

It has been a long two years,
but somehow it also passed in a blink of an eye; as if time somehow dilated and distorted, aging me 100 years as the world around me moved at a normal pace. It's hard to describe, and still a little hard for me to believe. I remember two years ago, just starting school and having moved across the country, boxes and boxes of Orion: 1's arrived and I began shipping them from my AirBNB basement room. I was also nervous I had made a mistake, maybe I shouldn't have spent all that money on hundreds of watches with a non-traditional design.
I was wrong. All of you proved me wrong.
Going into watches and horology may have been one of the best choices I've made. Sure, my vision is a little worse and more of my hair may have fallen out over the countless 60, sometimes 70 hour weeks over the past 2 years, but I learned an incredible amount. We learned how to form hairsprings.

We learned how to refinish cases and bracelets. We learned how to machine things on the lathe, often having fabricate replacement parts or make repairs ourselves, the lathes older than some of us. We became problem solvers.

We learned the properties of metal, how to temper and quench it, understand it's properties when given different surface finishes. Some of us even learned to quench our tempers, as hours and hours of labor could often be undone in a single moment; a slip of the graver, too much play in a worn cross-slide or milling attachment. We all grew and learned together.
And it's just the beginning.
Many of us will go on to different parts of the country, or world, pursuing different paths, beginning careers. Feeling the top of our game only to be humbled again by the real world, problems that we've never witnessed in school. For me, I made a deal with my supporters, as Orion was blossoming (it was a tough germination!) I promised that the goal of Orion:1 was to support my tenure through watch school, as I write this, it has been a huge success, only 5 left in stock. I'm amazed, I'm humbled, and I'm so happy to have a wonderful group of people supporting me. I'm sorry if i was short in messages or missed your e-mail out right, I often found myself going well into my sleep budget these past 2 years. I digress. The Orion Project was a huge success, and I was scared at first, but now I'm confident.
So what's the next step? The Orion HQ. I'm looking to buy a place to setup as a shop and base of operations (I'm looking at you, Denver!). Here's the plan: I want to manufacture horology here in the USA, but if you don't strike with precision, that's something you could squander millions on and still not make any real progress. The Calamity and upcoming Orion II, not only are a promise to innovate and push boundaries on watch design, but will fund tools and machinery as well as the Orion HQ itself. Once the base is setup, the aim is to not only work on developing the skills and team to do everything in house, not yet, but to become an independent service center. With Orion II and Calamity's moving, watch repairs coming in, I'll be able to grow Orion and most importantly, hire Team Orion. From there, making use of global manufacturing and our servicing we'll begin manufacturing products and learning what it takes to do everything ourselves.

See that channel worn into the pivot?
Before I started this journey I was daunted, my goals seemed insurmountable-but I had to try. I know now, what lays before me will be an even greater challenge. And I couldn't be more excited to step up to the plate. Lets keep the momentum going, and I'll see you out in the world.

Calamity and the ETA 2892
The successor to the well known ETA 2824,
the ETA caliber 2892 is one of the smoothest winding, robust, stable timekeeping and thinnest mass produced movements on the market. It's no wonder that brands such as Omega, Rolex (via Tudor), Ball, Bell & Ross, Tag Heuer, and many more have used this movement (often under their own caliber designation) with great success. It's a stable timekeeper, and stable in all its positions. Watch movements are timed in different positions, as gravity and friction affects the isochronism of a watch, vertical positions will vary from horizontal as pivots will ride on their sides. The 2892 is very stable in all these positions, resulting in greater accuracy than its sister movement, the 2824.

The 2892 clocks in at just about 3mm (!) making it very thin, thinner than movements other common movements such at Seiko NH35 (almost 5mm), Miyota 9015 (known for being thin-ish), and of course the 2824. Many brands use this movement in dress watches, so they capitalize on the thinness there. Not too many brands capitalize on that sexy 3mm in other models, one of the Omega Seamaster has an Omega branded 2892, though it remains a rather average thickness for a diver.

The Calamity makes use of the 3mm thickness of the 2892 as well as some design tricks with the case to achieve the thinness that it has-in conjuncture with the water resistance (the real challenge is thinness AND water resistance, one without the other is easy). There was a period when the "Orion Dive Watch" was based on the NH35, it was thick and chunky, a bloated version of what we ended up on and I said, "I've had it with big chunky dive watches." and that design was scrapped and we started over. It's easy to make a thick dive watch, it's easy to fall into obscurity with a marine-themed name for your chunky dive watch; what's not easy is making a dive watch the most comfortable watch in your collection and come head to head in thickness with dress watches. And that's why the Calamity called for the ETA 2892.
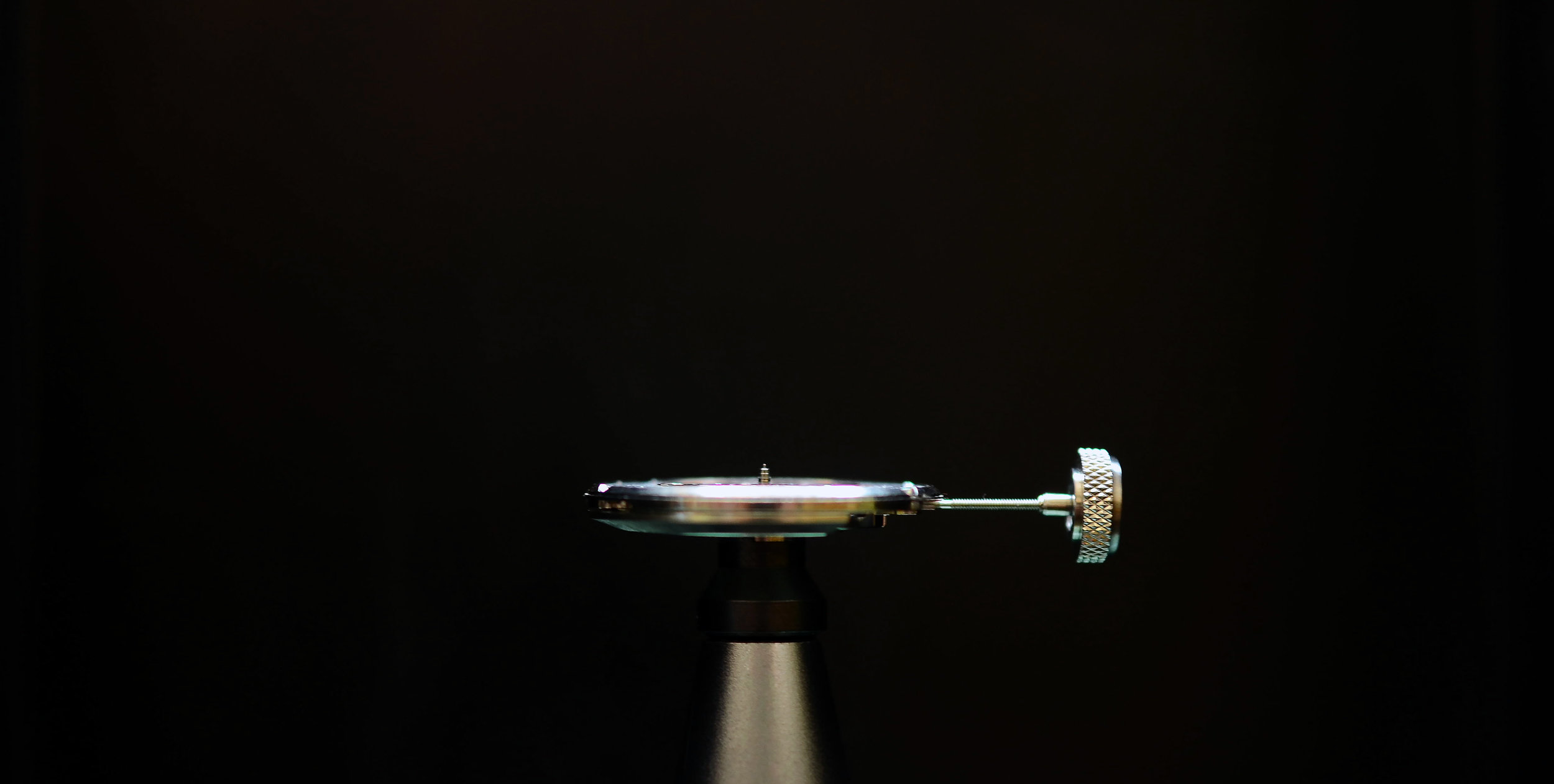
2892 is one third the thickness of the Orion crown.
A couple questions I get asked a lot are, "Why didn't you use the 2824/NH35/9015?". The NH35, while being an affordable workhorse is too thick to achieve this design feat with, so it was off the table. The 9015, recently inflated due to demand from other microbrands now rivals the 2824 in price, in my mind, it's not demanding of its inflated price. Then the good old 2824, standing a little thinner than the NH35 and a little better in terms of timekeeping, but much more expensive, it doesn't really let me accomplish the goal either. The 2892 dominates each of these movements in every category, reliability, stability, timekeeping, SMOOTH WINDING (the 2892 is INCREDIBLY smooth to wind, an essential and added perk when combined with the large Orion crown), and of course, thickness. It's simply the best choice of the competitors in the pool (ha), the only downside is the cost. The result, however, is a watch that can knock around with some of the big boys in its price bracket. I can guarantee it already beats them in thickness/WR combo and comfort, EASILY.
Microbrands, manufacturing, and money
The watch industry is small.

Which means many things, especially when it comes to going places for manufacturing your watch components. The majority of watches have their hairsprings fabricated by a single company, Nivarox, that if disaster struck, the mechanical watch industry (save a few companies) would be devastated. In fact, many brands share manufacturers in some capacity, you may be surprised that Swiss Made does not incur the same 100% made like the branding Made in the USA, allowing them to have international manufacturers and still brand their product as such, though that's a discussion for another time.
The watch industry is small and the manufacturing equipment and skills are specialized and rare, not mention expensive. In recent history, there's been the advent of Microbrands. Generally, microbrands, as they've become to be called, market and sell watches under $1,000. The most successful of these brands ranging from $250-$750. Why is that? What are the confines of a microbrand that prevents them from moving beyond that?
MANUFACTURING
Many micros use Asian manufacturers for large portions or all of their fabrication. Many brand owners may lament the challenges of finding a trustworthy and quality manufacturer, some may go so far to dissect their supply chain. The thing with manufacturers and watch factories is that many of them will state that they have the capabilities to make all the components, while true, they may only specialize in a couple components. A factory that can produce excellent cases may produce very low quality hands, now you could compromise, or you could find the company that specializes in hands and have them made there. Searching for the best of each part can be time consuming and you very quickly find yourself dealing with lots of logistics, but if your goal is quality then this is important. Which is where the vendor steps in, there are folks whose jobs are to coordinate between factories to find the best of all worlds for you and your product. As you can imagine, they'll form relations with factories and they'll default to them, which can again leave you searching for a new factory capable of what you desire.
The people who've been in the micro world for a while have most likely been through a few different factories and vendors. Though the relationships one cultivates with their production chain can often be...interesting, at least until trust is developed. At any rate, many successful brands find themselves going through different factories or vendors until they find something good enough, and in a small industry it's not just chance that many of them stumble upon the same or overlapping supply chains. What does this mean for the consumer? Many microbrands will have a product that feels similar in finish and perceived value. Manufacturers know what they're capable of and they stick to it. Maybe you've owned watches from different brands but the texture of the steel felt similar, the brushing depth and grain appear to match, maybe even parts look similar. It may not be coincidence, they may be from the same factory, additionally, they could be catalog parts (parts which exist in a manufacturers catalog, the dies are already cut). Folks may choose catalog parts to circumvent mold costs and tooling fees, which can add up. The issue with catalog parts is that they don't inject new creative design into the industry and have the potential to leave designs feeling stale or derivative.
Which gets to my next point. Sharing a manufacturer or vendor, with people in the same or proximate market as me, seems very risky. I've witnessed in other industries, larger companies bullying other smaller ones once they've learned of shared production sources. Imagine you're a small company but an industry giant shares a factory with you, they could very easily leverage the factory to make your product lower priority or otherwise delayed in favor of their own (since they're big time customers), as well as many other things to stifle business. With international design and manufacture, design theft becomes a different story, which also plays into the trust you have with your vendor/manufacturer and folks you may be sharing the house with. For Orion, it was very important for me to not share with folks that I know or brands that are in the same space as me, even though I'm on good terms with a good number of them. Avoiding sharing is largely a safety precaution, but it also gives my product a different feel from other brands that share manufacturers, especially case and hands manufacturers. The Orion: 1 case is often lauded for having exceptional finishing, seeing as it's not a catalog case (Orion does original design, no catalog parts here) and I don't use the same factory as many other brands plays into it as well.
You may see where this is going. As more and more microbrands crop up, talk and talk, do their research on where to go to have their watches made they'll find the same places and their product will inherently have a similar feel, whether it's from a catalog or just the quality that the factory is comfortable with producing. Which gets to the next point.

PRICING
As I mentioned earlier, micros have a pretty good hold on the sub $1000 pricing bracket, and for the quality that most of them put out, that's find. And the consumer knows that too! They also know that quality doesn't really match up with the watches over $1000, so there's an inherent skepticism when they see one. This is because lots of micros are totally happy with defining a price range for their watch and holding that ground. Which is fine, but I'm not, I need to improve, I don't want to be limited by certain aesthetics, techniques, or movements. Though, with the small pool of factories microbrands have inadvertently placed walls around what they're capable of and have cultivated a consumer base that adheres to those confines with expectations that aren't consistently broken; until now.
Microbrands dominate the sub $1000 price range. Consumers expect this. Micros stagnate and don't push forward, unable to contend with larger brands with higher quality. Microbrands are scared and reluctant to depart from catalog parts. Reluctant to push their factories to develop new manufacturing techniques, because it's expensive and they are unsure of the results. In my mind, I see a bit of a feedback loop here. It's not the Orion way to stay in one place and stagnate, I'm aiming for US manufacturing, I'm aiming to innovate, to innovate.
The future of a good chunk of the industry depends on the two aforementioned behaviors, micros willing to take more time investing in innovation and new design and consumers being more receptive of what that looks like. Years ago I balked at watches over $1,000 and rolled my eyes at brands like Rolex or even more expensive haute horology. Having immersed myself in watchmaking school and horology based communities I've learned so much. I've learned about the challenges brands face, the challenges of certain techniques, and in turn, I've grown to respect them. I also respect the pricing of more and more brands as I grow to understand what they're doing and the work involved. Educating myself has also honed my BS detector, and looking back at myself when I knew less, I regret some of the views I had as they weren't based in complete understanding of what drove the forces at work. I want to invite people to be curious and not accusatory. I want to invite designers to strive to inject new design forged by the fires of their passion and not just grab at someone else's work for an easy sell. I want to team up with everyone to make an awesome future, beyond just watches.
Something for nothing.

Discounts in the watch world.
I wanted to talk about getting discounts, deals or special prices in the watch world and how that's changing, especially with the advent of microbrands. Many brands tout "cutting out the middle man" or on the flip side, they may create an inflated retail so they can trick consumers into getting good deals on sales or with easily attainable discount codes. This can all be a little confusing and requires folks to do their homework on what's a good deal and what isn't
Haggling and negotiating price. I'm sure many of us have had to endure the terrible back and forth of negotiating a car price. I'm sure a few people have also gotten some small percentages off at jewelry stores too. Needless to say, in at least American consumer culture, many brands in different industries have created an opening for price negotiation to exist. So it makes sense that it happens frequently, though I think it's time to start becoming wise to when it's a shrewd tactic to get the best price or when it may be insulting to the purveyor of goods.

The internet has changed the landscape of retail goods, on one side this allows for more competitive pricing, but it may be harder to gauge how it handles in reality, as retail locations may be non existent. Traditionally, the brand will produce goods, adjust the price so that they can pay manufacturing costs, employees, and to keep the lights on. They'll also add a percentage to allow retailers to get a fair cut. This is where negotiating happens. Generally, the retailer will buy the product at a fixed price, they're supposed to sell it at a fixed price as well, but as we know, sometimes that doesn't always happen. This is to prevent undercutting and devaluing the product. So negotiating with retailers, the discount generally comes out of their cut. In some cases the producer may not care, but in other cases it could damaging to the brand value and perception, it could be undercutting other retailers, and in all cases, it's unfair to the folks that paid full price.
There are pros and cons to every scenario, most of them coming down to ethics. It's not hard to imagine that creating a model for retailers is good because it creates more jobs, but what happens when a retailer is terrible to deal with or has shady practices? What happens when a brand markets themselves as having competitive pricing by cutting out retailers, but just cuts costs elsewhere and keeps a large margin for themselves? Yeah, business, but in the long term greedy practices can damage the industry and make it even more confusing for consumers to navigate it honestly.
So what's the price for me?
What's your job? Can you imagine people coming and asking you for price considerations for what you do on a daily basis? Maybe you're a gourmet chef and you have a diner bypass the waitstaff and come into the kitchen, "Yeah, I know how much raw beef costs, maybe you could charge me $18 instead of $30 for that filet." This chef trained to be able to make steak in a beautiful delicious way (if he didn't, well go somewhere else) and by going and saying his dedication to learning a craft, the time he has invested in his skills, tools, and career isn't worth much more than cost, is demeaning and disrespectful.
You should be proud to pay.
Your friend is a bartender. She gives you free drinks every now and then, that's awesome, but what do you do? Say thanks and pay your $5 tab? No, you give her a huge tip, because you respect her time, skill, and want to compensate her for that. That tip should be extra big because you got some free drinks. Just because you're close to a person that's a purveyor of goods or services doesn't entitle you to get them for free, that's sending the message that your friendship is worth more than their skills and professional life. Respect their life and personal investments, pay them fairly. Some of the people closest to me don't hesitate to buy my watches, they don't ask for special compensation just for being close to me, and I think that's because they've seen, firsthand, the work that I've devoted to this. And this is where I hope we can change the industry and world, recognizing hard work and compensating it fairly, which gets to my next point.
Know your brand.
Does the brand run sales? Does the brand offer discounts? If they do, then by all means take advantage of it. Some brands don't do it, and yes, haggling can be exhilarating and so can finding that deal. With Orion, discounts isn't something I really do. For Orion, it's multifaceted.
Respect for the customers; Knowing that the person across from you paid the same price for the same model is how I can show respect to my customers. If you spent $500 on your watch, but the guy next to you spent $250 on the same thing, how would you feel? Surely you may resent me for obvious reasons. When you ask me for a discount and I say no, I'm not disrespecting you, but I'm letting you know the value of my product and the light that I hold my supporters in.
Self respect; I have to be able to make a living. I'm not out to drink Dom Perignon every night and zoom around in an Aston Martin. I want to be able to support myself, those I care about, and invest in Orion. I've made a promise to myself to not stagnate with my brand, but to always climb and improve.
Brand value; Giving out lots of discounts, free or promotional product will devalue the brand and product. You'll get people that just poach sales or begin to associate it as lower quality since you know, or can tell, lots of people received a product for free. Most importantly, the message the brand sends when they do this, is that they may not think their product is worth as much as they're selling it for.
The takeaway
In this day and age, the ability to research a brand is readily available. Look at how they conduct business and match them in kind as an informed consumer. It's totally reasonable to negotiate with a car dealer, they expect to do so. Does a watch brand run discounts and sales? Then maybe yeah, it's okay to ask. Do you ask your bartender friend for free drinks? No, you let them offer. How do we navigate and cultivate a consumer culture in a healthy and fair way? I believe it has to do with educating, learn about who's running the company and what their business model is. With microbrands, you have the opportunity to communicate with the minds that are running it, which I see, as something extremely valuable.
Orion Educational Videos
In between all my regularly scheduled madness I'm hoping to boot up a YouTube channel with some short, educational videos. From hobbyist tinkering to horology. So far there are two; a tutorial on proper sizing and care for your Orion bracelet and a pressure testing video.
As with all new social media avenues, likes, shares and subscribes help them take off and reach their maximum utility as an educational tool. So if this is something you enjoy or think people should see, you know what to do! It makes a difference!
If there's a certain tutorial or technique you'd like to see done, please leave a comment and give us some ideas!!
Yes, I went to Baselworld this year, and here's why I'll be returning.
BASELWORLD

It was my first time at BASELWORLD and my first time in Switzerland; in fact, as I write this I'm sitting in my AirBnb in Neuchâtel. I'm exhausted, and I have been since I arrived. My travel was long, from Seattle to London/Heathrow then onto Zurich. Delays, train rides, car rides, waits and rendezvous' kept me awake for somewhere between 30 to 40 hours, but honestly, I lost all concept of time (not that I have on to start with).
I had a preconception of the Swiss people being rather strict and stern, but when I arrived I was met by a very calm, kind and patient people (except when it comes to being on time). My first interaction was at customs, a sleep deprived and rather frustrated Nick finally made it to the customs officer after a painfully slow line, "What are you here for?" "I'm visiting Basel." "Ah, for the convention or work?" "Both, I'm a watchmaker." His eyes lit up and the routine questions stopped. He lifted up his wrist to show me his vintage watch, "What do you think of THIS?!" he proudly exclaimed. "It's nice.." I struggled to find things to say, I'm a little like the USS Enterprise after being attacked by a Borg Cube when I'm sleep deprived, all power routed to life support, engines on impulse. "It's a nice vintage watch!" I mustered, "IT'S OLDER THAN YOU, YOU KNOW!"

The questions stopped and he went on to tell me how much fun I would have in Switzerland and how great the show would be. The next couple hours would be me comically navigating stations and trains with my oversized roller suitcase and the Swiss politely helping me and not being bothered by how in their way I was at all times, I would've received no shortage of swears and shoves had I been on the NYC subway. I eventually arrived in Therwil, a suburb outside of Basel, and met up with my friends and classmates with whom I was sharing an AirBnb. I said hi to the host and promptly passed out, tomorrow would be my first day at Baselworld.
I got to Baselworld relatively easily, got my ticket and got right into the thick of it. Dazzling lights, shining booths are everywhere. The larger brands try to outdo each other with different displays and interactions, well, some of them. Others are kind of cold, leaving their new models behind glass for the general public to smash their faces against and stroke with their hands, leaving greasy, oily marks behind. The result? Very low photo diversity on social media, unless you're part of the exclusive few (generally distributors/jewelers/media) that get hands on. I thought this was kind of a bummer, as you couldn't actually get a feel for these new watches if you're general admission. Undeterred I met up with some classmates and friends (first timers) and my great uncle, who owns a jewelry store and is a Baselworld veteran.

"BASELWORLD IS ABOUT THE MEETINGS"
Baselworld is a watch and jewelry convention. We're talking about big brands with tons of money. We're talking about expensive products that attract wealthy clients. If you aren't ready for this, it can be a bit of a lifestyle change or shocker, but there are two sides of the Baselworld coin, the consumer's experience and the companies who are there as an investment. Figuring out what you want to get out of it and how you'll fit in will help you get the most of it. As a brand, the ability to network and make connections is phenomenal, people you would never run into are all jam packed in a small area. Your fans and clients are there. Your idols and inspiration is there. Do you know that? Do they know that? How are you going to find them?
I had a few scheduled meetings, and a bunch of last minute and impromptu meetings. I only participated for two days, my first day mostly exploration and figuring out what I could, my second day was meetings and meetings that turned into meetings. It was lots of running around, shaking hands, and introductions, but it was INCREDIBLE. Did I mention the people-watching?

Swarovski's interactive demo was this sequin couch. Totally irresistable.
After introducing myself as Orion and/or a watchmaker I was met with so much respect and camaraderie, I felt quite at home, it's a big difference from being in an isolated online world where negativity seems loudest, coming to a world where people admire and commend your hard work, where you meet kindred spirits and share stories of struggles and accomplishments, make plans for the future. I left each meeting feeling more confident and more empowered. Going to Baselworld to see the latest collection of diamonds and Pepsi bezels would be boring, in my opinion. Going to Baselworld to meet the people who make the gears turn, large and small, is the real gold.

Breguet offered the chance to do some guilloche cuts on a dial blank. We had some great conversation with their watchmakers as well.
Are you going for the watches? Don't want to have your nose pressed against some Rolex glass with a thousand other people? Tucked away in the back of the convention center are the "Ateliers". These are independent watchmakers and microbrands, often the owners and the watchmakers behind the brand are there and if you catch them at the right time, you can handle their watches and speak to the mind behind the brand. Additionally, next door, is the hotel Hyperion, which has a floor dedicated to more brands, with another lobby that is host to lots of meetings (hint, it's a good place to hang out).

Was able to get some up close and hands time with a couple Akrivia watches, a brand I admire.
THE WATCHMAKER'S TECHNICAL SHOW
A few years ago, almost all of the tool and parts suppliers pulled out of Baselword en masse. The event, more catered to the watch brands with their meetings and to general admission, were less and less of a place for companies that address the needs of the watchmaker. Which is a bummer, because those brands may even be more exciting to me than most of the watches. Since I only attended Baselworld two days, I travelled to Neuchâtel and from there, La Chaux-de-Fonds, where the nearby companies partaking in the show (such as Roxer, AF Switzerland, Horotec, Bergeon, and a few more) all have shuttles take folks to have meetings and tours at their respective facilities. This is more for the companies to make connections than for enthusiasts to ogle over the latest caseback opening tool (there are some cool ones).
So on behalf of Orion I went and saw these brands and spoke to the people. The puzzle of my world of horology is so much more full after visiting Switzerland and partaking in both Baselworld and the Watchmaker's Technical Show. I feel confident and prepared, I'm rich with plans and new connections, I'm even more excited to step into the future.
THE TAKEAWAY
Bottom line for both brand owners and enthusiasts would be to engage and talk, otherwise Baselworld is just a glorified window shopping experience.
For the enthusiast; Go to the Atelier section, engagement and a hands on experience is more likely there, though many big brands will have reps, artisans, or watchmakers that are ready and willing to share their knowledge and experience with you.
For the brand; Be prepared! Plan meetings in advance. Have goals set before you step in. Don't be afraid to meet people on the fly or alter plans. It's a small world and industry, taking some time with one person, in my experience, almost always lead you to another valuable contact.
Though if the occasional Instagram celebrity or someone wearing a suit and watch 10X more expensive than yours makes you feel insecure, then you definitely won't enjoy the Swarovski Sparkle Bench.
The schnitzel is great too.
Calamity and the future of Orion
Calamity and Orion
Four years ago I discovered my passion for horology on a whim, thinking I could simply repair an heirloom Omega Constellation. A year and a half ago I began formal schooling at Watch Technology Institute in Seattle - this August I'll graduate with 9 other people, then, it's on to the next phase of Orion.
What is the next phase? I've mentioned that I want to bring more horological manufacturing back to America. My end goal is to be able to completely manufacture all components of the watch here in the USA. Made in America, 100%. That's easier said than done.
Upon graduating I want to jump right in. I want to find a barn (or maybe I'd settle for a church) and convert it into a watchmaking facility. I'd also begin assembling my team. With the new Orion 'Barn' we'd start modifying and manufacturing individuals parts or parts for movements. This would impart the technical skills and knowledge needed to move forward. Piece by piece, we'd add more manufacturing equipment. As our skills and assortment of tools grow, so will our production capabilities.
So the Calamity. It's a heavy hitter and a serious watch in terms of design and components. Just as the Orion:1 and Field Standard have and continue to fund my tenure and life at the Watch Tech Institute, the Calamity will be the first step into life beyond school. Profits will go towards funding the Orion: Barn, horological equipment, and the salaries of my team.
Whether or not you believe in my goals or visions, you have my word that I will continue to push forward, find those boundaries, and break them. It is with the continued support of all of you, that this is possible. Here's to the Calamity, the future, and you, my support.
Prototype Revisions
CALAMITY PROTOTYPES HAVE ARRIVED
And they're gorgeous!

The Calamity is more than just a dive watch. It's a watch design that's ambitious and wont cut corners. In a bit of an unorthodox turn, the prototypes are being redone. While this will add some time to the release and pre-orders, it's being done to ensure that these watches are the highest quality. Rushing a watch through production and taking gambles on quality and small issues being rectified is not a risk the Orion, or I, will take.

The goal of the Calamity is perfection
or close to it. This watch will be a contender with some of the more well known big hitters out there, not just in terms of quality, but in terms of innovation and new design. A dive watch so ergonomic, light, and slim that you forget you have a watch on? Yes please.

With the Orion 1
I had not much money in my bank account, no clue as to how well my oddball design would be received and only my Seiko modding background to vouch for me. As you know, things like the bracelet had to be delayed from the original release and small design concessions were made so that I could realistically turn an idea into a real watch.
This will not be the case with the Calamity.
The Calamity will come out, and from day one, will be a force to be reckoned with.
Prototypes soon.
Calamity prototypes should arrive in a couple weeks!

Most likely a darker shade of blue will be selected.
This month the prototypes for the Calamity should arrive. While they will be largely the same as renders there will be a couple small changes, like to the indice design and drilled lugs (drilled lugs make the thin case too weak!).
Lets review some specs though as manufacturing draws closer.
- 39.5mm case diameter (not including crown)
- 20mm lug width
- 48mm lug to lug
- Case thickness 10mm to 11mm, remember the curved caseback. This included the crystal thickness.
- ETA2892
- Ceramic bezel insert.
- Stock bracelet.
- Limited quantity (300-500 pieces)

Once the prototypes are in hand I'll be able to make more informed decisions on final revisions and pre-order date. With any luck we'll be able to begin pre-order this fall and have them on your wrists in the spring or early summer. Current estimates place retail around $1,500 with pre-order backers receiving a discount.

I'm excited to develop and release a slim profile, reasonably sized, and unique dive watch. The Orion aesthetic and technical specs, I believe, really sets it apart from the much more commonly designed chunky and large divers.
CALAMITY BLUE
Working on the CALAMITY in its blue form, just need some input from all of you on which shade of blue you prefer! Is is the lighter blue or the darker blue??




The first two images depict a lighter shade of blue while the second two are a darker shade. Of course they both evoke different feelings and create a completely different watch, both of which are nice on their own merits, but lets get down to it, WHICH ONE DO YOU LIKE BETTER?!

Or maybe you prefer a drab, olive green version.....
CALAMITY

Design phase is nearly complete!

Then it's onto prototypes. The Calamity, if you don't know by now, is a dive watch. The design is very much a fusion of modern and vintage styling, but is still easily recognized as an Orion watch.
So far the plan is for two different versions, a red/black and a blue/orange. One being more low key, while the blue and orange will be high contrast and more of a stand out.

The case diameter will be a reasonable 39mm, with a lug width of 20mm. The bezel will be a matte ceramic which will match the matte dial. Case finishing will be a straight grain brush finish along the tops and sides of the case but with a polished tapering bevel along the dorsal and ventral sides.

Hard to see in the above photo, but the caseback will curved, to hug your wrist even more comfortable and to maintain the slim curvature of the watch. It will be powered by the Swiss ETA2892, a thin and smooth winding and setting watch. The smooth winding obviously suits the large Orion crown and the thin movement allows us to achieve a case thickness not commonly seen in dive watches. The 2892 is a tough and high quality movement, regarded as higher quality when compared to the well known ETA2824.

The Calamity will ship on a stainless steel bracelet, with plans to produce a fitted silicone strap after production is finalized.
I'm excited to announce the Calamity, a dive watch that definitely stands apart from the norm.
Burnishing Pivots

THE JACOT TOOL
Is the weapon of choice for fine sizing, burnishing, and polishing pivots. It's hand-powered via the small bow, and invites imagery and sensation of watchmakers from generations past using a similar tool. It's crude yet elegant in design.
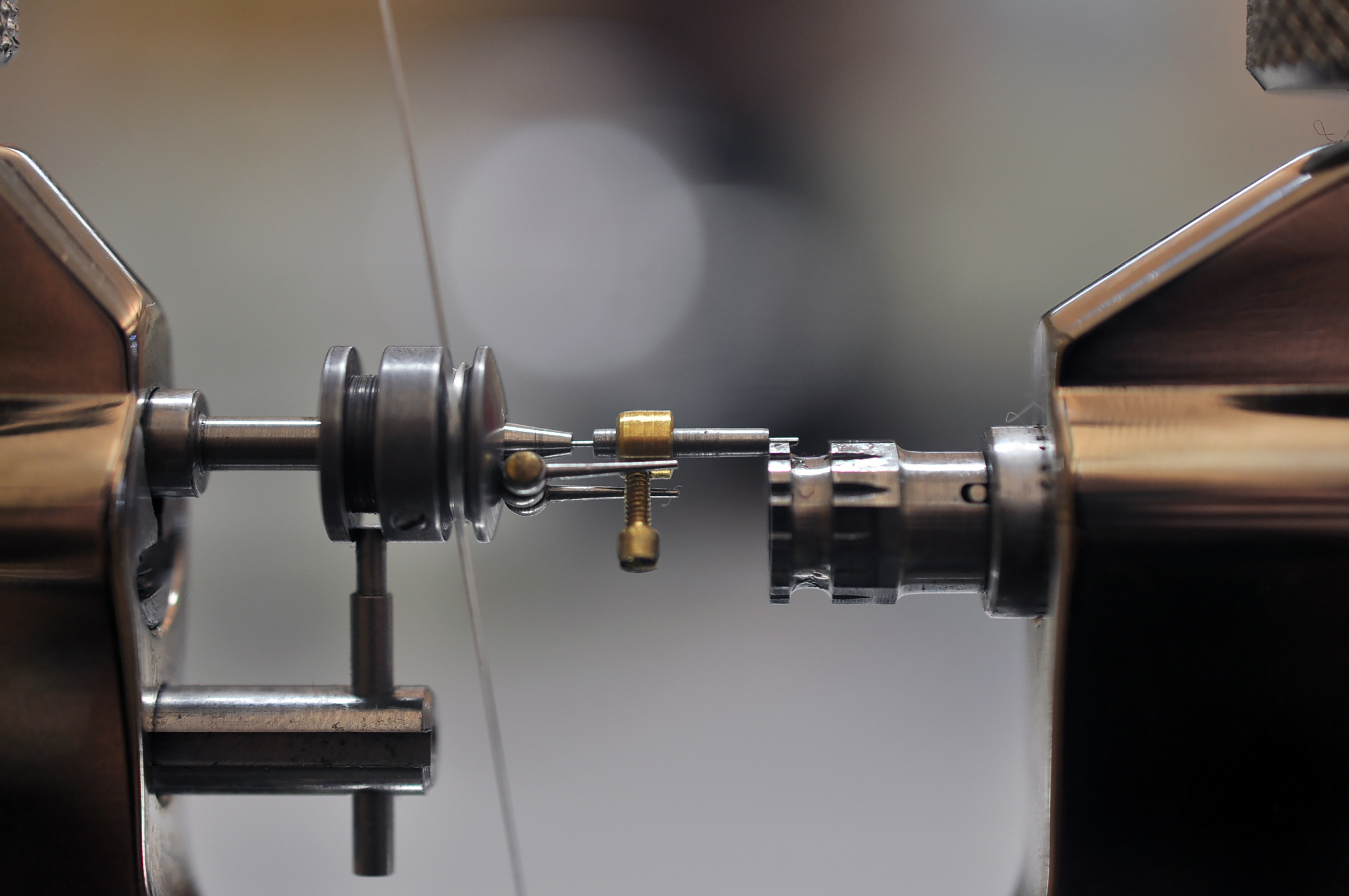
Using a 'dog' and lantern a collet
You mount your gear with a pivot in need of burnishing, or in the example here; some raw cut pivots. We made small brass carriers for the 'ears' of the dog to lock onto. You can see the bow twisted around it. As you operate the bow, it spins the dog, which the ears engage the spokes of the gear or in our case, the long screw of the carrier.
In motions opposite of your bow, you place your burnisher atop the pivot which rests in a lantern collet slightly smaller than the target you plan to size your pivot to. For example, you want to cut your pivot to .25mm, you'd use a groove in the collet sized to .22mm or .20mm. That way the burnisher doesn't bottom out and some material of the pivot sticks up, able to be cut.

R.I.Pieces.
A DELICATE TOUCH
Is needed to not break, deform, or taper (and any other number of things) your pivot. You must be focused, relaxed, and patient when cutting and burnishing pivots. Rough cutting is done on the watchmakers lathe, expect a couple pivots to break, so make extras. Frustration will only impair your ability to do good work, stay centered and remember that breaking pivots is normal.

Still a rough cut pivot
NO TOLERANCE
It is here that numbers need to be exact. A piece of dust or oil on the pivot or your measuring device can obscure an accurate reading. If your pivot isn't sized perfectly it wont function. Generally pivots are .25mm and under, even handling them takes a bit of learning.

A piece of dust or a microscopic metal shaving can obscure your reading
WHY IS A BURNISHED PIVOT GOOD?
A properly burnished and polished pivot not only has less friction but it wears less over time. The act of burnishing actually compresses the metal, making it denser and harder to corrode. Many brands and movement manufacturers have acid washed and tumbled pivots, this technique is cheaper and creates a hard outer surface, but once that hardened surface wears through, the softer insides degrade quickly. This is where burnishing shines, it's a rare practice, a good repair technique and an extreme challenge to master.